



















13 - 75
Chapter 13 Control Sub Functions
13.7.3 M code output function
The "M code output function" is used to command sub work (clamping, drill rotation,
tool replacement, etc.) related to the positioning data being executed.
When the M code ON signal is turned ON during positioning execution, a No. called
the M code is stored in "[Md.25] Valid M code". These "[Md.25] Valid M code" are read
from the PLC CPU, and used to command auxiliary work. M codes can be set for each
positioning data. (Set in setting item "[Da.10] M code/Condition data No./Number of
LOOP to LEND repetitions" of the positioning data.)
The timing for outputting (storing) the M codes can also be set in the "M code output
function".
Signal QD77MS2/QD77MS4 QD77MS16
M code ON signal X4, X5, X6, X7
M code ON ([Md.31] Status: b12)
The details shown below explain about the "M code output function".
[1] M code ON signal output timing
[2] M code OFF request
[3] Precautions during control
[4] Setting the M code output function
[5] Reading M codes
[1] M code ON signal output timing
The timing for outputting (storing) the M codes can be set in the "M code output
function". (The M code is stored in "[Md.25] Valid M code" when the M code ON
signal is turned ON.)
The following shows the two types of timing for outputting M codes: the "WITH
mode" and the "AFTER mode".
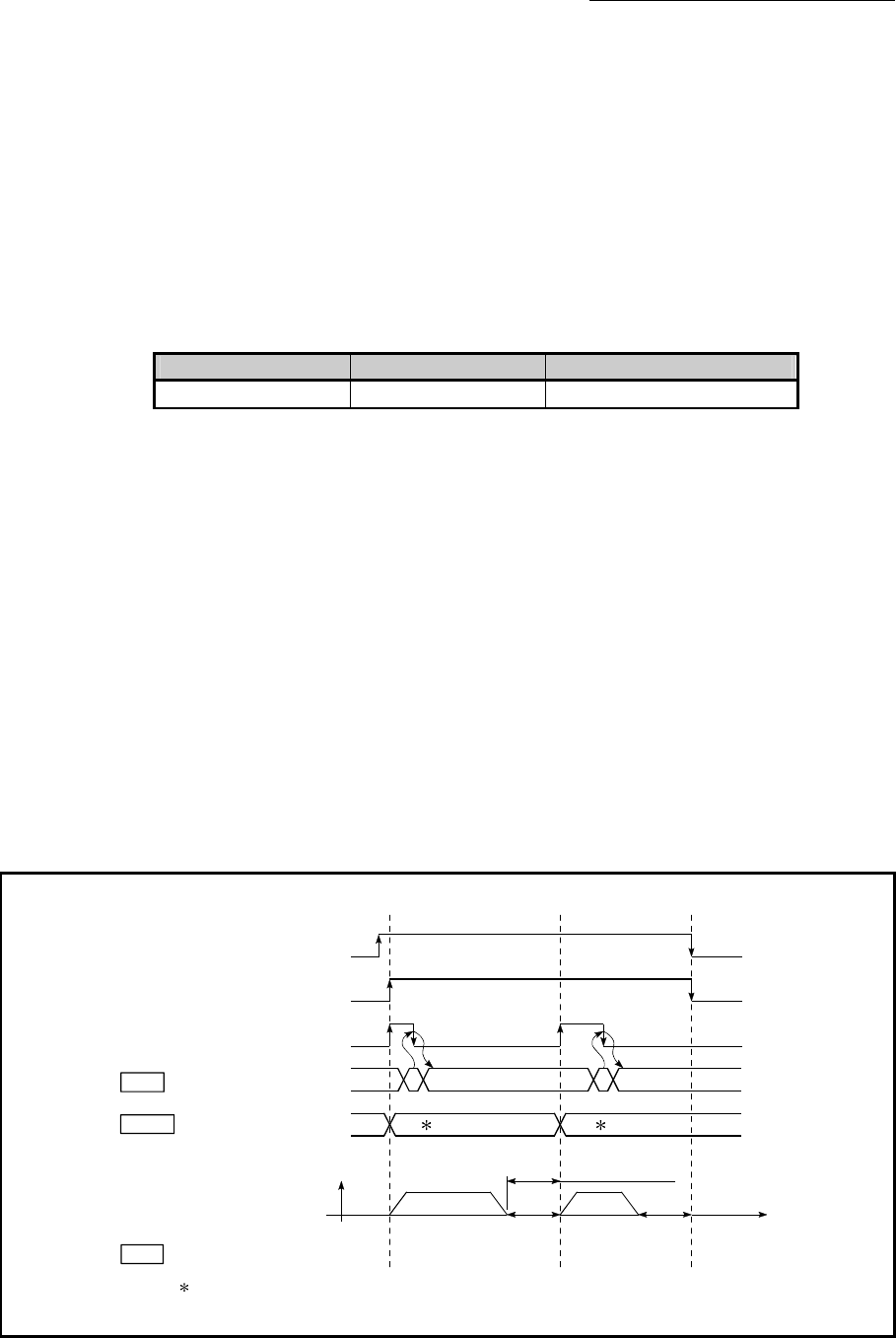
(1) WITH mode
The M code ON signal is turned ON at the positioning start, and the M code
is stored in "[Md.25] Valid M code".
[QD77MS4 operation example]
Md. 25 Valid M code
Cd. 7 M code OFF request
Positioning start signal
BUSY signal
M code ON signal
Positioning
01 00
m1
m2
1: m1 and m2 indicate set M codes.
Dwell time
V
t
1
0
1
00
0
OFF
OFF
OFF
ON
ON
Da. 1 Operation pattern
[XC, XD, XE, XF]
[Y10, Y11, Y12, Y13]
[X4, X5, X6, X7]
ON
11
(Note): Refer to Section 3.3 for input/output signal of QD77MS16.
Fig. 13.40 M code ON/OFF timing (WITH mode)