


















8 - 8
8. SPECIAL ADJUSTMENT FUNCTIONS
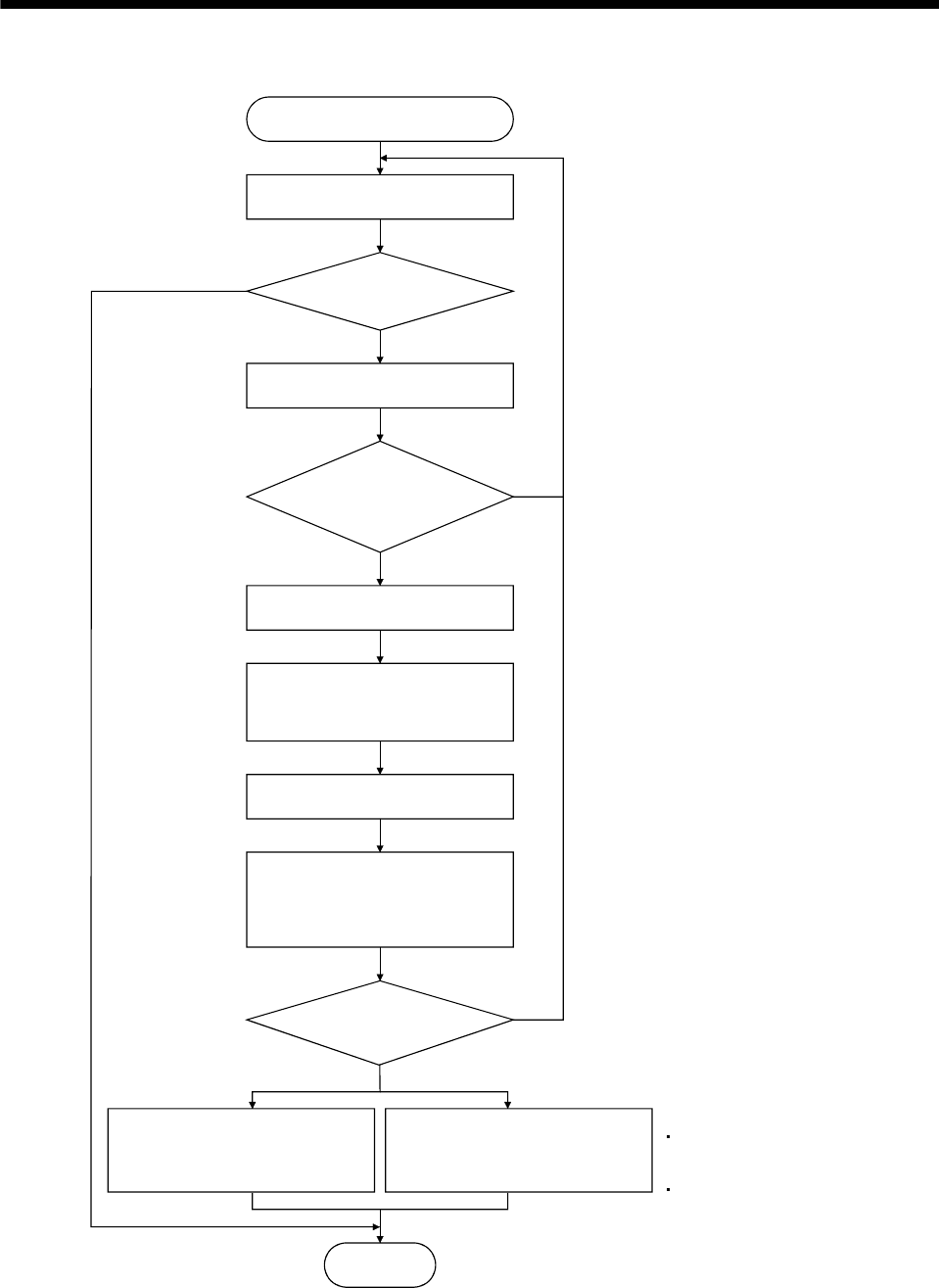
(3) Vibration suppression control tuning procedure
No
Estimation cannot be made as
machine side vibration has not been
transmitted to the motor side.
The response of the model loop gain
has increased to the machine side
vibration frequency (vibration
suppression control limit).
Vibration suppression control
tuning
Operation
Is the target response
reached?
Execute or re-execute vibration
suppression control tuning. (Set
parameter No.PB02 to "0001".)
Decrease the response until vibration
of workpiece end/device is resolved.
End
Yes
No
No
Yes
Increase the response setting.
Has vibration of workpiece
end/device increased?
Has vibration of workpiece
end/device been resolved?
Using the machine analyzer or from
machine side vibration waveform,
set the vibration suppression control
manually.
Factor
Yes
Tuning ends automatically after
positioning operation is performed
the predetermined number of times.
(Parameter No.PB02 turns to "0002"
or "0000".)
Stop operation.
Resume operation.