


















APP - 27
A
PPENDICES
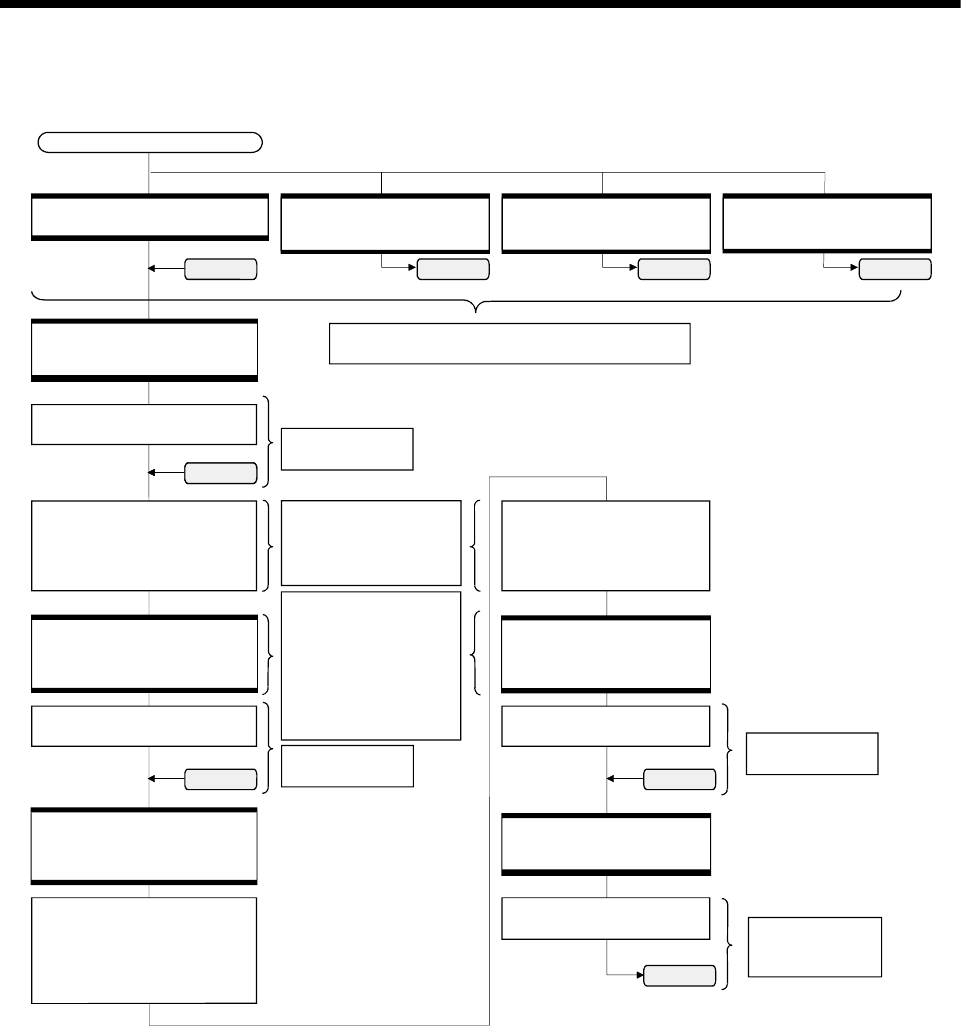
(b) No.160 : Restart continuation
P10
Restart continuation
The process is started corresponding to the value of
#100 (continuation point) from each point of P0 to P30.
[G190]
#100==0 //Is a continuation point 0?
P20 P30P0
[G191]
#100==10 //Is a continuation
//point 10?
[G192]
#100==20 //Is a continuation
//point 20?
[G193]
#100==30 //Is a continuation
//point 30?
[G151]
//Did you turn on PX4?
PX4
[F189]
#100=10 //Continuation point=10
P0
[K150:Real]
1 ABS-2
Axis 1, 0 PLS
Axis 2, 0 PLS
Speed 500000 PLS/s
[G195]
//Did you turn on 1 axis and
//2 axes positioning completion?
M2401*M2421
[F190]
#100=20 //Continuation point=20
P10
P20
[G154]
//Did you turn on 1 axis and
//2 axes in-position signal?
M2402*M2422
[F150]
#0L=1000000//1 axis positioning
//address set
#2L=2000000//2 axes positioning
//address set
#4L=500000//Positioning speed set
[K151:Real]
1 ABS-2
Axis 1, # 0 PLS
Axis 2, # 2 PLS
Speed # 4 PLS/s
[F191]
#100=30 //Continuation point=30
P30
[G156]
//Did you turn on PX4?
!PX4
[F193]
#100=0 //Continuation point=0
For the continuation
from P10
The motion control step
executed absolute posi-
tioning to application when
to start again after it stops
on the way.
This program is judged by
using the positioning
completion signal whether
it was stopped during the
positioning on the way.
(When it stops on the way,
a switchover is stopped in
this program clear step
stop complete.)
"0" is set on #100
(Continuation point)
and it jumps in P0.
P0
For the continuation
from P20
For the continuation
from P30
[G195]
//Did you turn on 1 axis and
//2 axes positioning completion?
M2401*M2421