



















APP - 20
A
PPENDICES
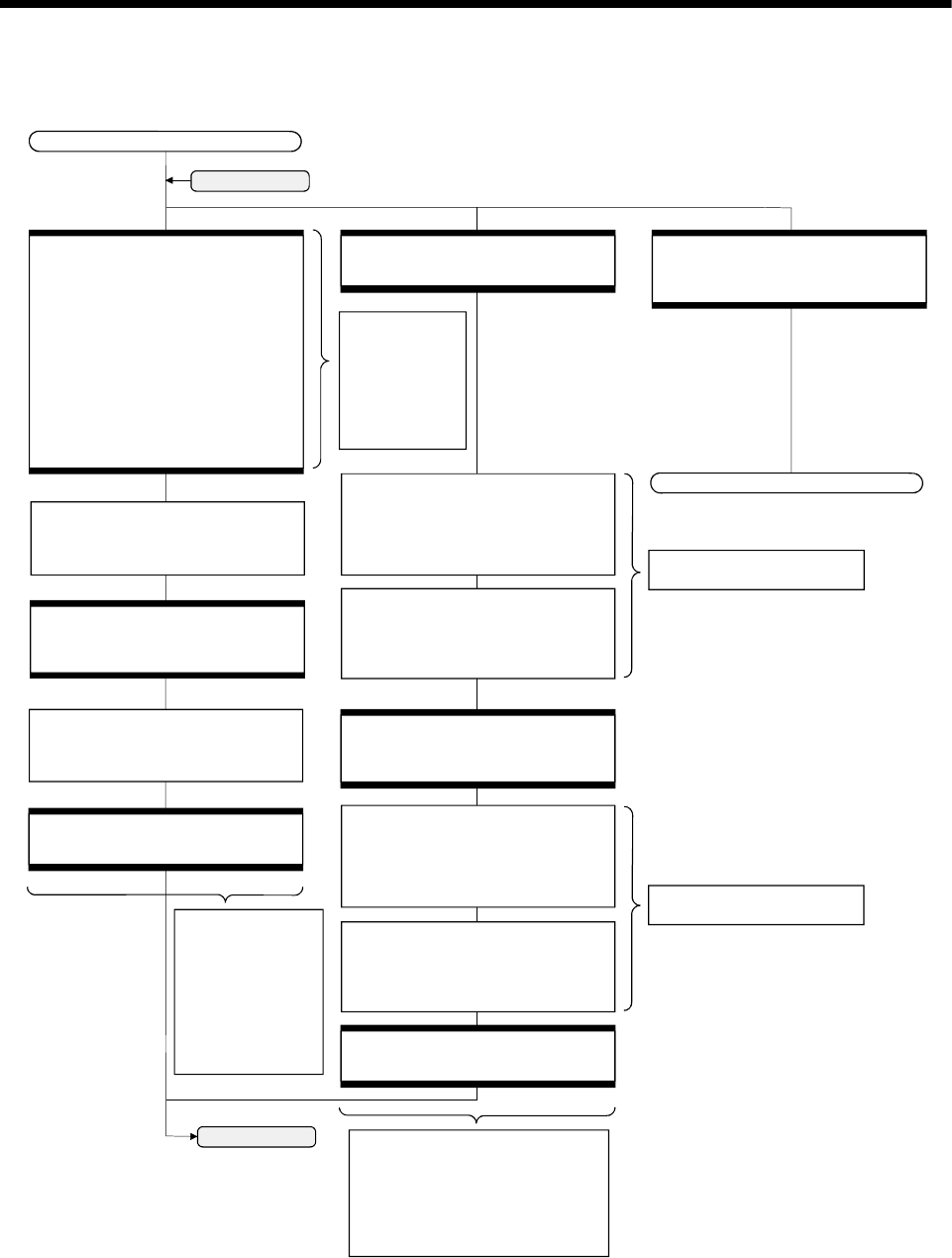
(g) No.150 : Programming operation
P0
P0
Programming operation
[K152:Real]
1 INC-1
Axis 2, 2000000 PLS
Speed 1000000 PLS/s
[G150]
//(OFF to ON)detection of PX3.
//PX3 turns on M0 in on when M1 (last time
//condition of PX3) is off.
RST M0
SET M0=PX3 * !M1
//Condition was stored in M1 last time
//of PX3.
RST M1
SET M1=PX3
//When M0 is ON(OFF to ON of PX3 is
//detected.), it transition to the next steps.
M0
[F150]
#0L=1000000//1 axis positioning address
//set
#2L=2000000//2 axes positioning address
//set
#4L=500000//Positioning speed
[G151]
//Did you turn on PX4?
PX4
END
[G153]
//It waits 1000[ms] after the motion control
//completion.TIME K1000
[K150:Real]
1 INC-1
Axis 1, 1000000 PLS
Speed 500000 PLS/s
[K151:Real]
1 INC-2
Axis 1, # 0 PLS
Axis 2, # 2 PLS
Speed # 4 PLS/s
[G154]
//Did you turned on 1 axis and 2 axis
//in-position?
M2402*M2422
[G155]
NOP //Waits for the motion control
//completion.
[F151]
#0L=-#0L //1 axis positioning address sign
//inversion
#2L=-#2L //2 axes positioning address sign
//inversion
#4L= #4L*2 //Positioning speed *2
[K151:Real]
1 INC-2
Axis 1, # 0 PLS
Axis 2, # 2 PLS
Speed # 4 PLS/s
[G156]
//Did you turn on PX4?
!PX4
[G152]
//Did you finish a programming operation
//mode?
!(PX2*!PX1)
Edge(OFF to ON)
detection of the bit
device (PX3).
Condition was
memorized in M1
last time, and OFF
to ON of PX3 was
detected.
When OFF to ON of
PX3 is detected,
1000[ms] after 1 axis
positioning completion
stands by, and the
positioning of 2 axes
is executed, and
stands by to the
positioning completion
of 2 axes.
Positioning address, the indirect
designation of the speed.
Positioning address, the indirect
designation of the speed.
When PX4 is on, the linear interpolation
control of the 1 axis and 2 axis is
executed at a double speed in the
action, the opposition direction after the
linear interpolation control of the 1 axis
and 2 axis in-position check. And stands
by to PX4 is OFF.