



















23
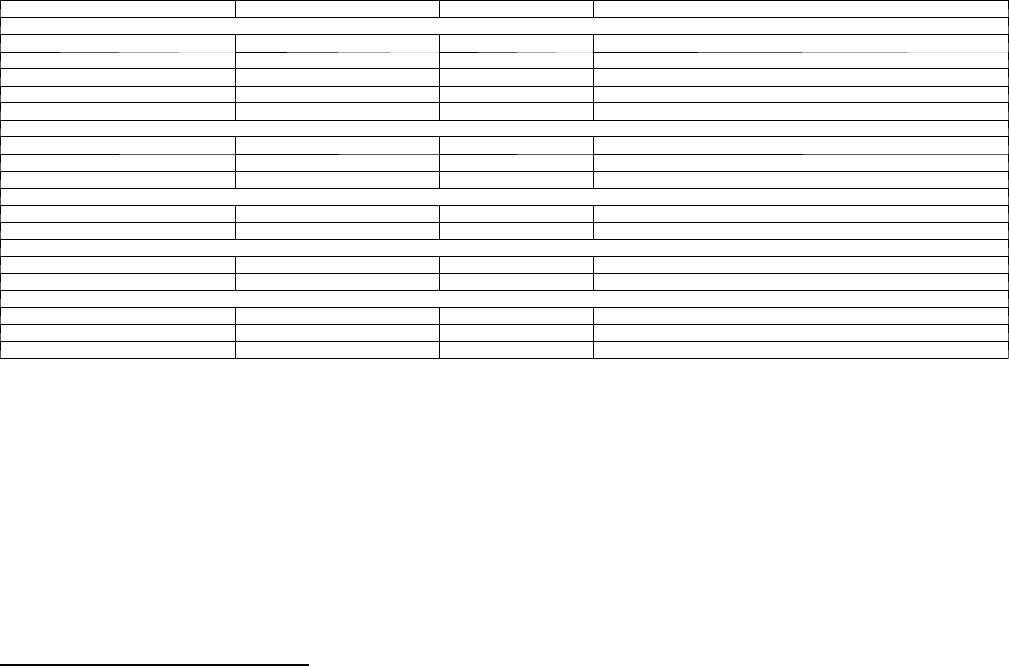
Table 4—Oil Charging
REFRIGERANT COMPRESSORMODEL RECHARGE(FL OZ) OIL TYPE
COPELAND
PURON ZP16---26 38 3MAPOE(32cSt)
PURON ZP32---41 42 3MAPOE(32cSt)
PURON P54 53 3MAPOE(32cSt)
PURON --- 2 STAGE ZPS20,ZPS30,ZPS40 34 3MAF ---POE
PURON --- 2 STAGE ZPS49, ZPS51 52 3MAF--- POE
BRISTOL
PURON ---2 STAGE T81J195 27 MOBIL32BC
PURON ---2 STAGE T81J285,384 37 MOBIL32BC
PURON ---2 STAGE T81J515 62 MOBIL32BC
SCROLLTECHNOLOGIES
PURON XG*32--- 38 36 HATCO POE 32--- ST
PURON XN*41--- 56 53 HATCO POE 32--- ST
COPELAND
R22 ZR16---32 19 3GS ---32YMO(blendedwhiteoil)
R22 ZR38--- 34 3GS ---32YMO(blendedwhiteoil)
SCROLLTECHNOLOGIES
R22 XC*38---42 36 Zerol150---T
R22 XC*43---47 45 Zerol150---T
R22 XR*48---60 53 Zerol150---T
Servicing Systems on Roofs With Synthetic
Materials
POE (polyol ester) compressor lubricants are known to cause long
term damage to some synthetic roofing materials. Exposure, even if
immediately cleaned up, may cause embrittlement (leading to
cracking) to occur in one year or more. When performing any
service which may risk exposure of compressoroil to the roof, take
appropriate precautions to protect roofing. Procedures which risk
oil leakage include but are not limited to compressor replacement,
repairing refrigerants leaks, replacing refrigerant components such
as filter drier, pressure switch, metering device, coil, accumulator,
or reversing valve.
Synthetic Roof Precautionary
Procedure
1. Cover extended roof working area with an impermeable
polyethylene (plastic) drop cloth or tarp. Cover an
approximate 10 x 10 ft area.
2. Cover area in front of the unit service panel with a terry
cloth shop towel to absorb lubricant spills and prevent
run--offs, and protect drop cloth from tears caused by tools
or components.
3. Place terry cloth shop towel inside unit immediately under
component(s) to be serviced and prevent lubricant run--offs
through the louvered openings in the base pan.
4. Perform required service.
5. Remove and dispose of any oil contaminated material per
local codes.
Brazing
This section on brazing is not intended to teach a technician how to
braze. There are books and classes which teach and refine brazing
techniques. The basic points below are listed only as a reminder.
Definition: The joining and sealing of metals using a nonferrous
metal having a melting point over 800_F/426.6_C.
Flux: A cleaning solution applied to tubing or wire before it is
brazed. Flux improves the strength of the brazed connection.
When brazing is required in the refrigeration system, certain basics
should be remembered. The following are a few of the basic rules.
1. Clean joints make the best joints. To clean:
⎯ Remove all oxidation from surfaces to a shiny
finish before brazing.
⎯ Remove all flux residuewith brush and water while
material is still hot.
2. Silver brazing alloy is used on copper--to--brass,
copper--to--steel, or copper--to--copper. Flux is required
when using silver brazing alloy. Do not use low temperature
solder.
3. Fluxes should be used carefully. Avoid excessive
application and do not allow fluxes to enter into the system.
4. Brazing temperature of copper is proper when it is heated to
a minimum temperature of 800_F and it is a dull red color
in appearance.