

















13
Toshiba
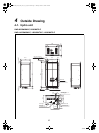
2-5. Brazing of pipes
2-5-1. Materials of brazing
Silver brazing metal
Silver brazing metal is an alloy mainly composed of
silver and copper.
It uses iron, copper, or copper alloy, and is relatively
expensive though it excels in soldering.
Phosphor bronze brazing metal
Phosphor bronze brazing metal is generally used to
join copper or copper alloy.
Low temperature brazing metal
Low temperature brazing metal is generally called
solder, and is an alloy of tin and lead. Do not use it for
refrigerant piping because its adhesive capacity is low.
NOTE
• Phosphor bronze brazing metal tends to react with
sulfur, producing a fragile compound water solution.
This may cause gas leakage. Therefore, use other
type of brazing metal at a hot spring resort or similar
place, and coat the surface with coatings.
• To braze the pipe again while performing service
work, use the same type of brazing metal.
2-5-2. Flux
Why flux is necessary
• Removing all the oxide film and any foreign matter
on the metal surface assists the flow of brazing
metal.
• Flux prevents the metal surface from being oxidized
in the course of brazing.
• Reducing the brazing metal's surface tension
enables the brazing metal to adhere for better metal
processing.
Characteristics of flux
• The activation temperature of flux matches the
brazing temperature.
• A wide effective temperature range makes flux hard
to carbonize.
• It is easy to remove slag after brazing.
• The corrosive action to the treated metal and brazing
metal is minimum.
• The good performance of flux gives no harm to a
human body.
Since flux works in a complicated manner as
described above, select an appropriate type of flux
according to metal treatment type, brazing metal and
brazing method, or other conditions.
Type of flux
• Non-corrosive flux
It is generally a compound of borax and boric acid.
It is effective when brazing temperature is higher
than 800 °C.
• Active solvent
Most of this type of flux is generally used for silver
brazing.
It features the increase of oxide film while moving the
capability to the borax-boric acid compound to add
compounds such as potassium fluoride, potassium
chloride, or sodium fluoride.
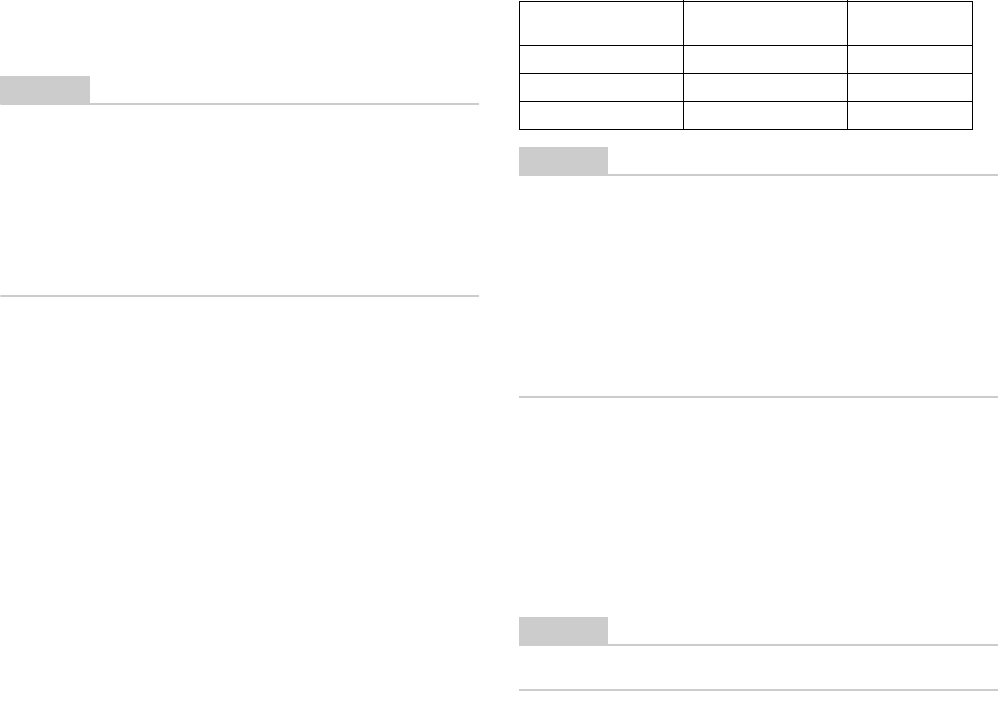
Piping materials for brazing and brazing
metal / flux
NOTE
• Do not enter flux into the refrigerant cycle.
• If chlorine contained in the flux remains within the
pipe, the lubricating oil deteriorates. Because of
this, use a flux that does not contain chlorine.
• When adding water to the flux, use water that does
not contains chlorine. (e.g. distilled water or ion-
exchange water)
• Remove the flux after brazing.
2-5-3. Brazing
Brazing must be performed by a person qualified and
experienced with theoretical knowledge since the
operation requires sophisticated techniques.
Perform brazing while flowing dry nitrogen gas (N2) to
prevent oxide film from forming during brazing
application to the inside of the pipe.
NOTE
• Never use gas other than nitrogen gas.
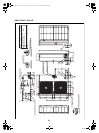
Brazing method to prevent oxidation
1) Attach a reducing valve and a flow meter to the
nitrogen cylinder.
2) Use a copper pipe to direct the piping material,
and attach the flow meter to the balance.
3) Apply a mark to the clearance between the
piping material and the copper pipe filled with
nitrogen to prevent the back flow of the
nitrogen gas.
4) If the nitrogen gas flows out, be sure to keep
open the piping end.
Piping material
Brazing metal to be
used
Flux to be used
Copper - Copper Phosphor copper Do not use
Copper - Iron Silver Paste flux
Iron - Iron Silver Vapour flux
+00A09-002_01EN_SVM_ALL_Air_to_Water.book Page 13 Monday, October 5, 2009 2:09 PM