



















1822-I Pipe and Bolt Threading Machine
(Figure 13 – Model 816/817 Die Head) against the
plunger knob (as shown).
2. Lay the die head down flat on a table or bench with
the numbers facing up.
3. Pull up on the plunger knob and rotate the handle
counter-clockwise all the way (to the left).
4. Select the correct dies for the size desired (size
marked on the back end or face of the dies).
5. Numbers on the dies must correspond with those
on the die head slots. Insert dies to the line marked on
the dies – numbered edge up.
6. Rotate the handle clockwise (to the right) so that the
plunger knob pops back down flush against the die
head.
7. To set or adjust for desired size, loosen the screw for
the desired size stop, move the block to the right to
make it Under-Sized and to the left to make it Over-
Sized. When setting blocks for new dies, start with
the position block on the middle mark and adjust from
there.
Figure 13 – Semi-Automatic Die Head
Checking Thread Length
(Figure 14)
1. Thread is cut to proper length when end of pipe is
flush with edge of dies (Figure 14A).
2. Die Head is adjustable to obtain proper thread di-
ameter. If possible, threads should be checked with a
thread ring gage (Figure 14B). A proper thread is
cut when end of pipe is plus or minus one turn of
being flush with face of ring gage.
Ridge Tool Company
13
NOTE! High speed dies are recommended for thread-
ing 1″ to 2″ pipe at 45 RPM.
1. Lay die head on bench with numbers face up.
2. Flip throwout lever to OPEN position.
3. Loosen clamp lever approximately three turns.
4. Lift tongue of clamp washer up and out of slot under
size bar. Slide throwout lever all the way to end of slot
in the change die direction indicated on cam plate.
5. Remove dies from die head.
6. Insert new dies to mark on side of dies. Numbers 1
through 4 on the dies must match numbers on the die
head.
7. Slide throwout lever back so that tongue of clamp
lever washer will drop in slot under size bar.
8. Adjust die head size bar until index line on link is
aligned with proper size mark on size bar. For bolt
threads (of any size), align index line with bolt line on
size bar.
9. Tighten clamp lever.
10. If oversize or undersize threads are required, set
the index line in direction of OVER or UNDER size
mark on size bar.
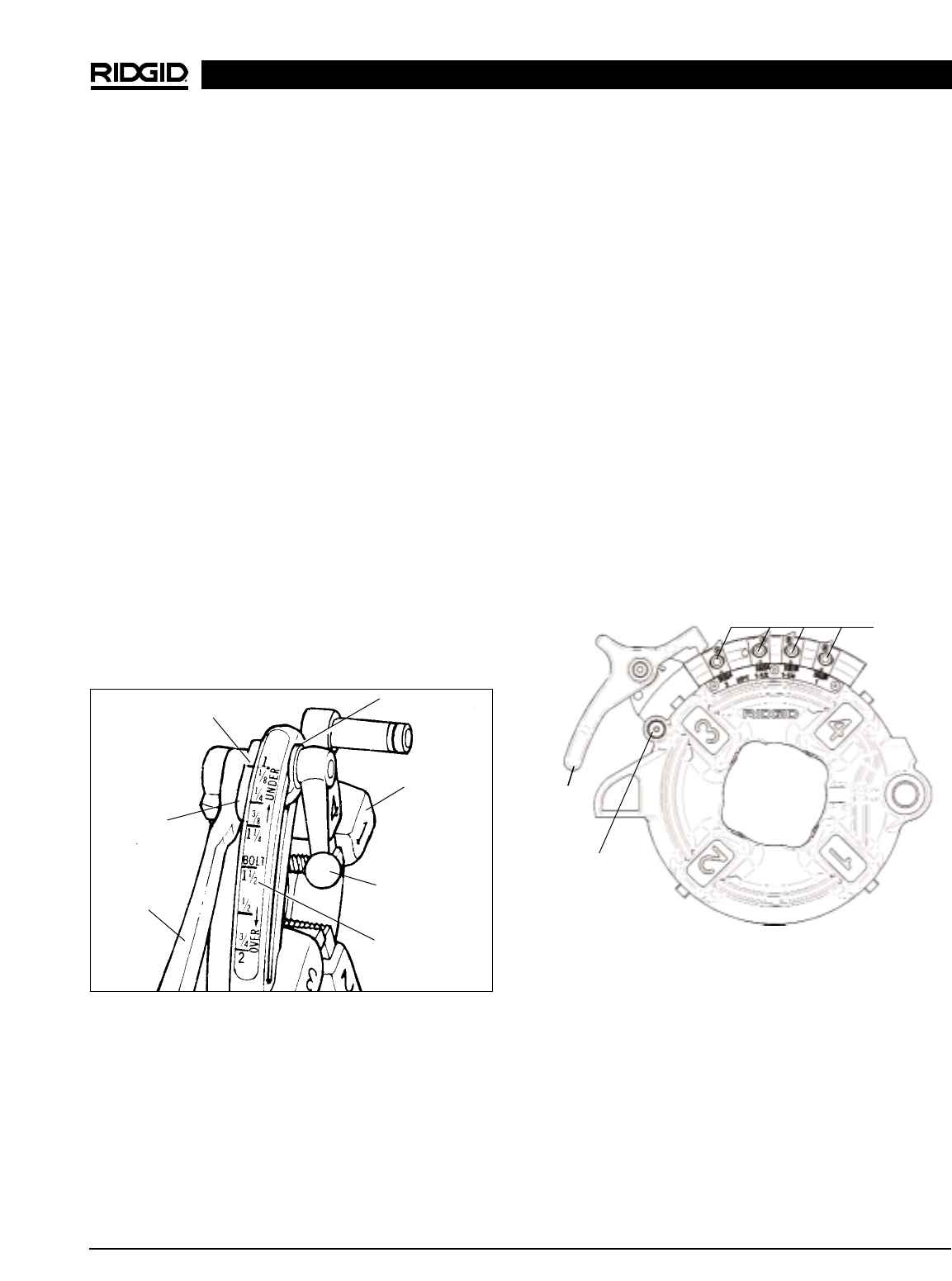
Figure 12 – Universal Quick-Opening Die Head
Installing Die In Model 816/817 Die Heads
The Semi-Automatic Die Head (Figure 13) for right hand
threads requires four sets of dies to thread pipe ranging
from
1
/
8
″ through 2″. One set of dies is required for each of
the following size ranges: (
1
/
8
″), (
1
/
4
″ and
3
/
8
″), (
1
/
2
″ and
3
/
4
″)
and (1″ through 2″). Bolt threading requires a separate set
of dies for each bolt size.
1. Depress handle and rotate so that cam plate rests
Index Line
Link
Throwout
Lever
Washer
Head
Clamp Lever
Size Bar
Handle
Plunger Knob
Size Stop