


















APP - 30
A
PPENDICES
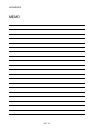
(a) No.20 : Main
P0
P0
Main
[F20]
SET M9028 //Clock data read request on
SET M100 //Stop ON (Initials set)
[F25]
DOUT PY10,H0000 //PY10 to PY1F
//(16 points)OFF
[G20]
M9076 //Did you release a forced
//stop?
[F110]
SET M2042//All axes servo ON command
// is ON
The subroutine that motion control was
executed at the time of the forced stop
did not stop and which started it for a
while goes on, and it is executed by
this sample program.
Motion control is stopped after servo
OFF is detected at the time of the
forced stop in the inside of the
subroutine.
Resuming of the motion control is
executed after all the axis servo ON
command were turned on in this
program and the detection of servo ON
was done on the subroutine side when
a forced stop is released.
"Real output (PY)" is turned off at the
time of the forced stop.
(Note-1) : A subroutine during the start is
made to stop if necessary.
(Note-2) : Actual output is turned off if
necessary.
(Note-3) : The occurrence detection of
servo error and so on is added
to the stop condition with the
forced stop if necessary.
[G21]
!M9076//Did you turn on forced
//stop?
The internal relay (M100) for the stop
turn on.
Stop
Programming operation
The subroutine starts "170: stop" and
"150 : Programming operation".
When a forced stop is released, all axis
servo on command are turned on.
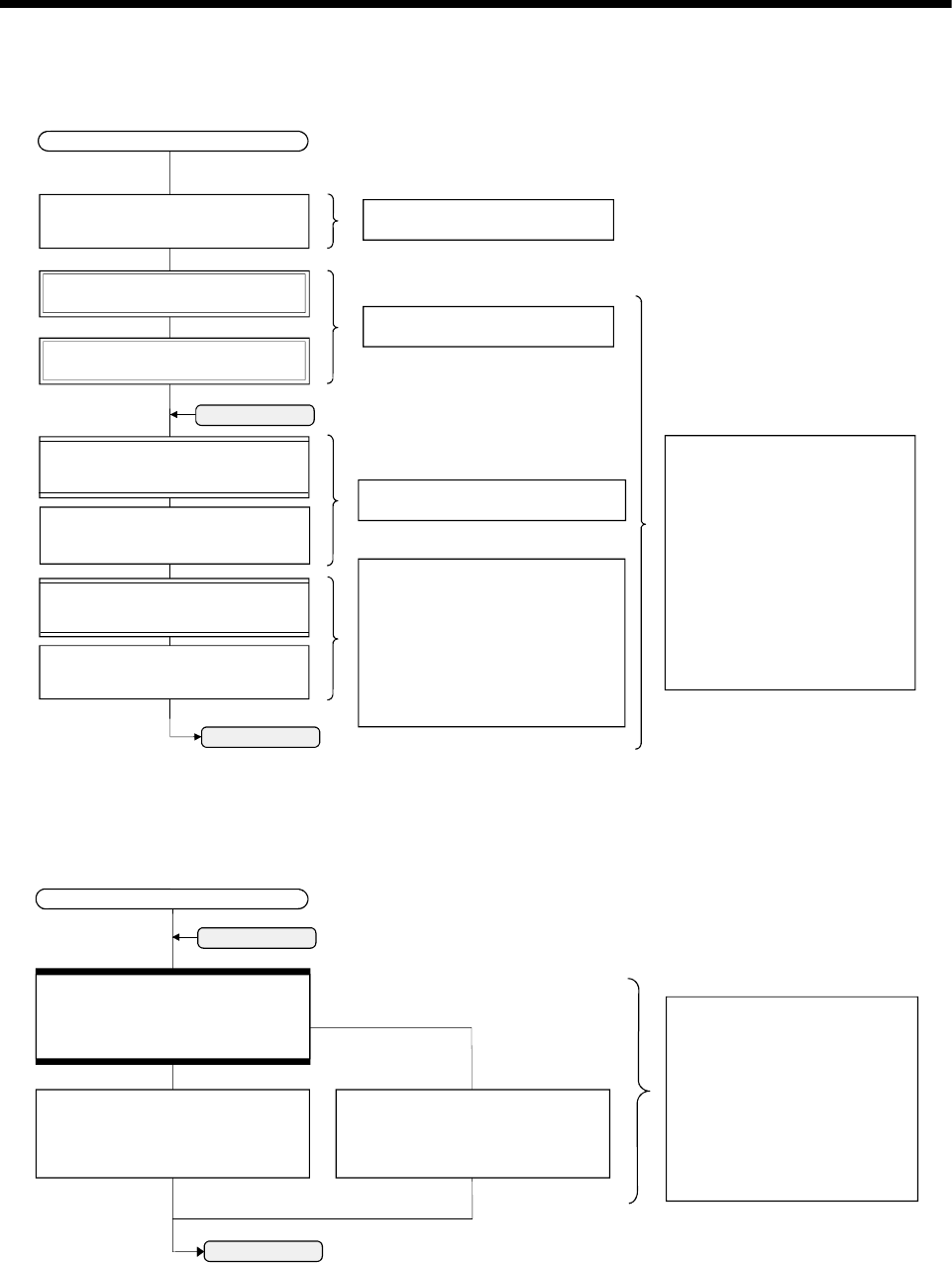
(b) No.170 : Stop
P0
P0
Stop
When servo ON and the outside input
signal (PX5) for the stop are OFF, 1
axis, 2 axis stop command are turned
off, and 1 axis, 2 axis continue motion
control by turning off an internal relay
(M100) for the stop.
It is made to turn on 1 axis, 2 axis stop
command, and motion control is made
to stop by turning on an internal relay
(M100) for the stop, too, when either
axis turns off servo or when PX5 turns
it on.
[F170]
//A stop is being released stop, status.
RST M3200 //1 axis stop command OFF
RST M3220 //2 axes stop command OFF
RST M100 //Stop OFF
[G170]
//Did you release a stop?
// (Did a thing during servo ON and PX5
//turn off 1 axis and 2 axes?)
M2415*M2435*!PX5
[F171]
//The stop is being turned on, status.
SET M100 //Stop ON
SET M3200 //1 axis stop command ON
SET M3220 //2 axes stop command ON