



















3. To correct large (shallow) threads, adjust die head
slightly toward the UNDER (-) marking on die head.
4. To correct small (deep) threads, adjust die head
slightly toward the OVER (+) marking on die head.
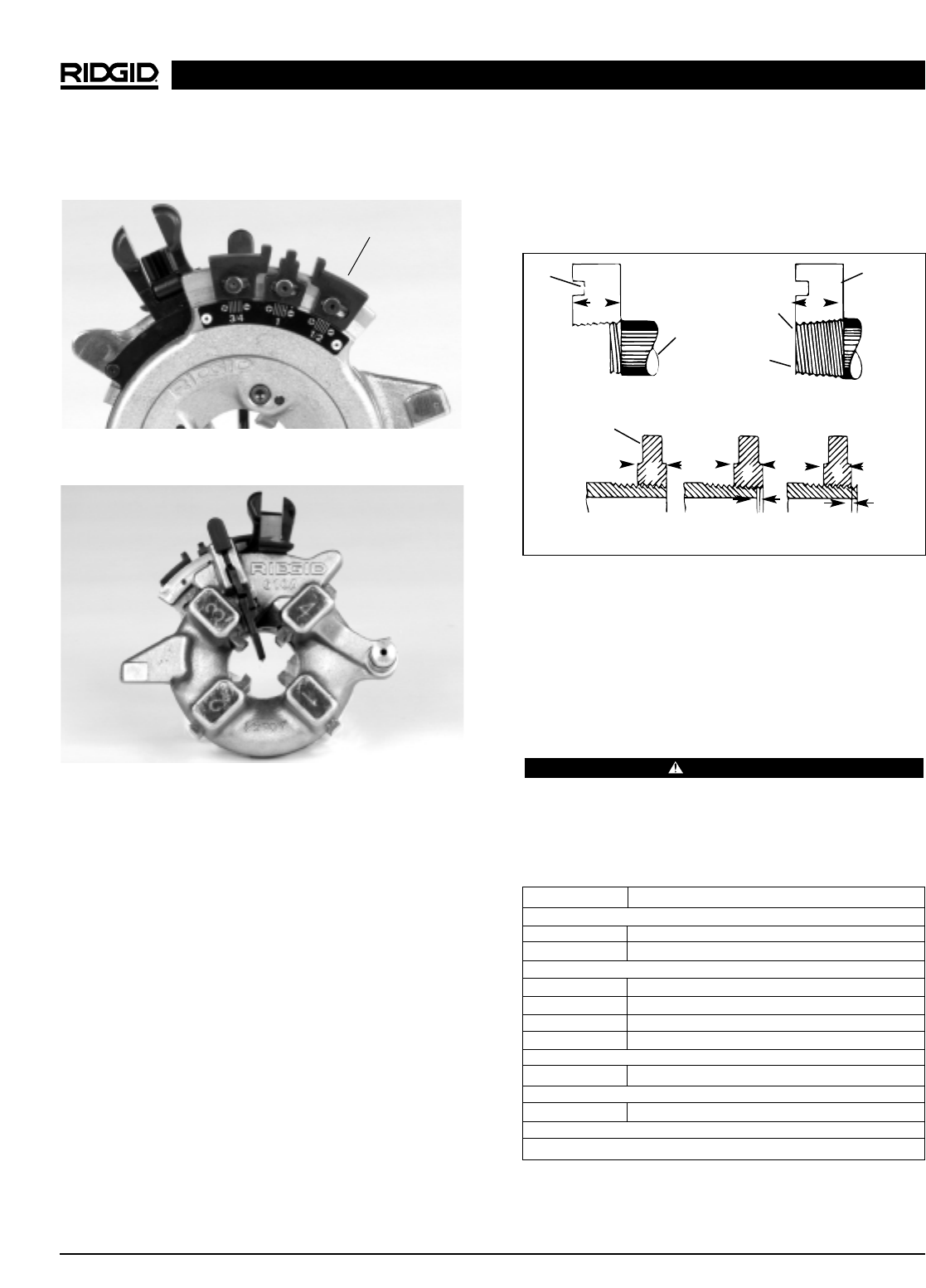
Figure 18 – Checking Thread Length and Depth
NOTE! If ring gauge is not available, a fitting can be
used. This fitting should be representative of
those being used on the job. The pipe thread
should be cut to obtain 4 to 5 turns hand-tight
engagement with fitting.
Accessories
WARNING
Only the following RIDGID products have been designed
to function with the 1210 Threading Machine. Other ac-
cessories suitable for use with other tools may become
hazardous when used on this machine. To prevent serious
injury, use only the accessories listed below.
NOTE! Contact a RIDGID Distributor or consult the
Ridge Tool catalog for specifications and cata-
log numbers.
1210 Oil-less Threading Machine
Ridge Tool Company12
head. Dies will move outward in their slots (Figures 16
and 17).
Figure 16 – Toggle Knob Released. Die Head Rotated
Fully In Clockwise Direction (Back View)
Figure 17 – Toggle Knob Released. Die Head Rotated
Fully In Clockwise Direction (Front View)
6. Remove old dies.
7. Insert new dies to line, making sure die number
matches slot number on die head. Dies will engage
ball detente in die head slot when properly inserted.
8. Rotate head in counterclockwise direction and engage
toggle knob on desired size block.
NOTE! If oversize or undersize threads are required,
adjust size blocks by loosening allen screw
(Figure 16).
Checking Thread Length
(Figure 18)
1. Thread is of proper length when #1 die is flush with
pipe end.
2. If possible, threads should be checked by a ring
gauge. Thread is of proper depth if ring gauge is
plus or minus one (+/- 1) turn from end of pipe.
WW
D
D
D
Die
Pipe
Die
Pipe
A - Full Width Die Thread
Starting to Cut Thread
Flush
(Basic Size)
One Turn Large
(Maximum Size)
One Turn Small
(Minimum Size)
Thin Ring
Gage
Completed Thread
Die Flush
with End
of Pipe
B - Checking Threads Within Pipe Gage
Size Blocks
Model No. Description
Die Heads
610 1/2″ - 1″ NPT, Quick-Opening, RH
610A 1/2″ - 1″ BSPT, Auto-Opening, RH
Dies
— 1/2″ - 3/4″ NPT Oil-Less Gold, RH
— 1″ NPT Oil-Less Gold, RH
— 1/2″ - 3/4″ BSPT Oil-Less Gold, RH
— 1″ BSPT Oil-Less Gold, RH
Coolant
— 1 Quart Thread Cutting Coolant
Stands
120 Folding Stand
Pipe Stands
(See a Ridge Tool catalog)