



















2. If necessary, loosen the rear centering device using
a clockwise rotation of the handwheel at the rear of
the machine.
3. Slide the workpiece out of the Threading Machine,
keeping a firm grip on the workpiece as it clears the
machine.
To avoid injury from falling parts or
equipment tip-overs when handling long workpieces,
make sure that the end farthest from the machine is
supported prior to removal.
Transporting Machine
1. Make sure machine is unplugged from the power
source.
2. Clean chips and other debris from the chip tray.
3. Push the vent at the top of the reservoir cap to the
CLOSED position. Check that the reservoir cap is
screwed on tightly.
4. Place the cutter, reamer and die head in the DOWN
position. (Figure 12)
5. Disengage the Model 1210 from the Model 120 Stand
by removing retaining pin. Grasp both front and rear
carrying handles of the 1210 and lift the machine
straight up and off the mounting pins.
6. Slide foot switch onto the foot switch clip (Figure 13).
7. Fold the Model 120 Stand by releasing the plunger pin
on each pivoting leg. Pivot each leg back toward the
stationary center leg (Figure 12).
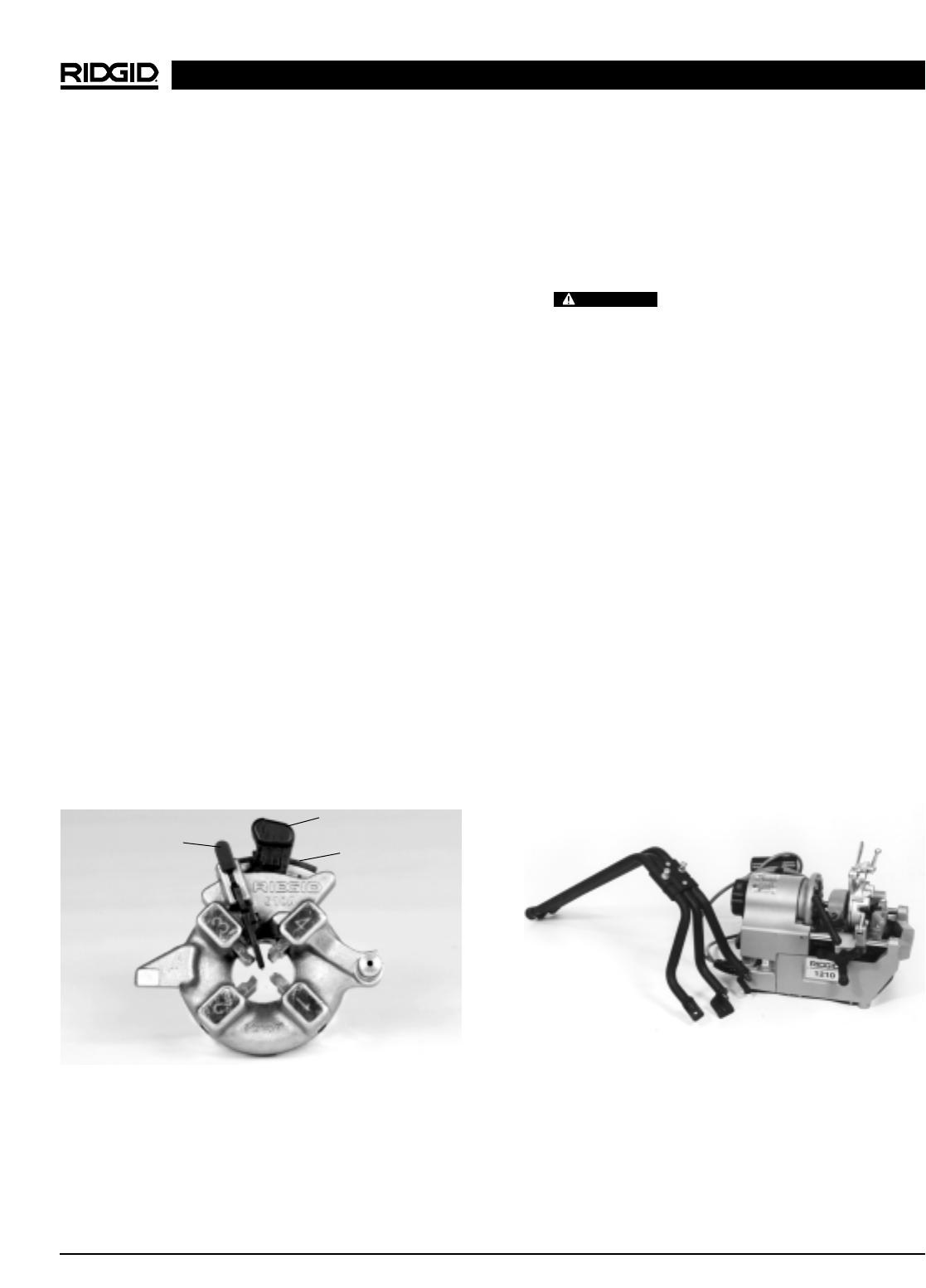
Figure 12 – 1210 and 120 Stand Ready For Transport
Threading Pipe with No. 610A
Self-Opening Die Head
NOTE! The No. 610A is available only as a BSPT Die
Head.
1. Check to insure the cutter and reamer are to the
rear of the carriage.
2. Lower die head into threading position.
3. Check that the proper size dies are in the die head.
Distinct die sets are required for
1
/
2
″ –
3
/
4
″ and 1″
pipe diameters.
4. Set die head to proper size and push cocking lever
forward until the trigger cocks (Figure 11).
NOTE! Refer to the section on the 610A Die Head for
instructions on changing dies and adjusting for
proper size.
5. With the control switch in the ON position, step on
foot switch and feed the carriage handwheel to-
wards the pipe. Slight pressure on the handwheel
will start dies.
NOTE! Coolant flow will begin automatically during
threading. COOLANT FLOW WILL BE A CON-
TINUOUS STREAM OF DROPS.
6. When thread is complete, die head trigger will contact
end of pipe and automatically retract the dies.
7. Release foot switch and remove your foot.
8. Check the thread length and depth (Figure 18).
NOTE! Slight die head depth adjustment may be nec-
essary due to variations in the pipe fittings.
Figure 11 – 610A Die Head In Cocked Position. Note
Position of Trigger and Cocking Lever.
Removing Pipe From The Machine
1. Use repeated and forceful clockwise spins of the
speed chuck handwheel at the front of the machine to
release the workpiece from the speed chuck jaws.
1210 Oil-less Threading Machine
Ridge Tool Company10
Trigger
Toggle Knob
Cocking Lever
WARNING