
















UB USER INSTRUCTIONS ENGLISH 71569247 07-04
Page 24 of 32
®
q) Remove impellers, casing rings, diaphragm plate
complete with its bush together with the impeller
key.
If impellers prove difficult to remove, the
use of heat is permissible. Refer to Section 1.6,
Safety, APPLYING HEAT TO REMOVE
IMPELLER, for more details.
r) If it is required to remove the diaphragm plate
bush then remove the 4 countersunk screws and
push out the bush.
s) If impeller rings are also fitted, they are shrunk
onto the impeller and fixed with locking screws
between their diametric mating surfaces.
t) To remove the impeller rings, remove the locking
screws and heat up the ring until it slides off easily.
6.9 Examination of parts
Used parts must be inspected before
assembly to ensure the pump will subsequently run
properly.
In particular, fault diagnosis is essential to enhance
pump and plant reliability.
6.9.1 Casing, seal housing and impeller
a) Inspect for excessive wear, pitting, corrosion,
erosion or damage and any sealing surface
irregularities.
b) Replace as necessary.
6.9.2 Shaft and sleeve (if fitted)
Replace if grooved, pitted or worn.
6.9.3 Gaskets and O-rings
After dismantling, discard and replace.
6.9.4 Bearings
It is recommended that bearings are not re-used after
any removal from the shaft.
6.9.5 Bearing isolators, labyrinths or lip seals
(if fitted)
a) The lubricant, bearings and bearing housing
seals are to be inspected for contamination and
damage.
b) If bearing damage is not due to normal wear and
the lubricant contains adverse contaminants, the
cause should be corrected before the pump is
returned to service.
c) Labyrinth seals and bearing isolators should be
inspected for damage but are normally non-
wearing parts and can be re-used.
d) Bearing seals are not totally leak free devices.
Oil from these may cause staining adjacent to the
bearings.
6.10 Assembly
To assemble the pump consult the sectional
drawings, see section 8, Parts list and drawings.
Ensure threads, gasket and O-ring mating faces are
clean. Apply thread sealant to non-face sealing pipe
thread fittings. Coat the outside diameter of the dowel
bushings with pipe compound prior to installation.
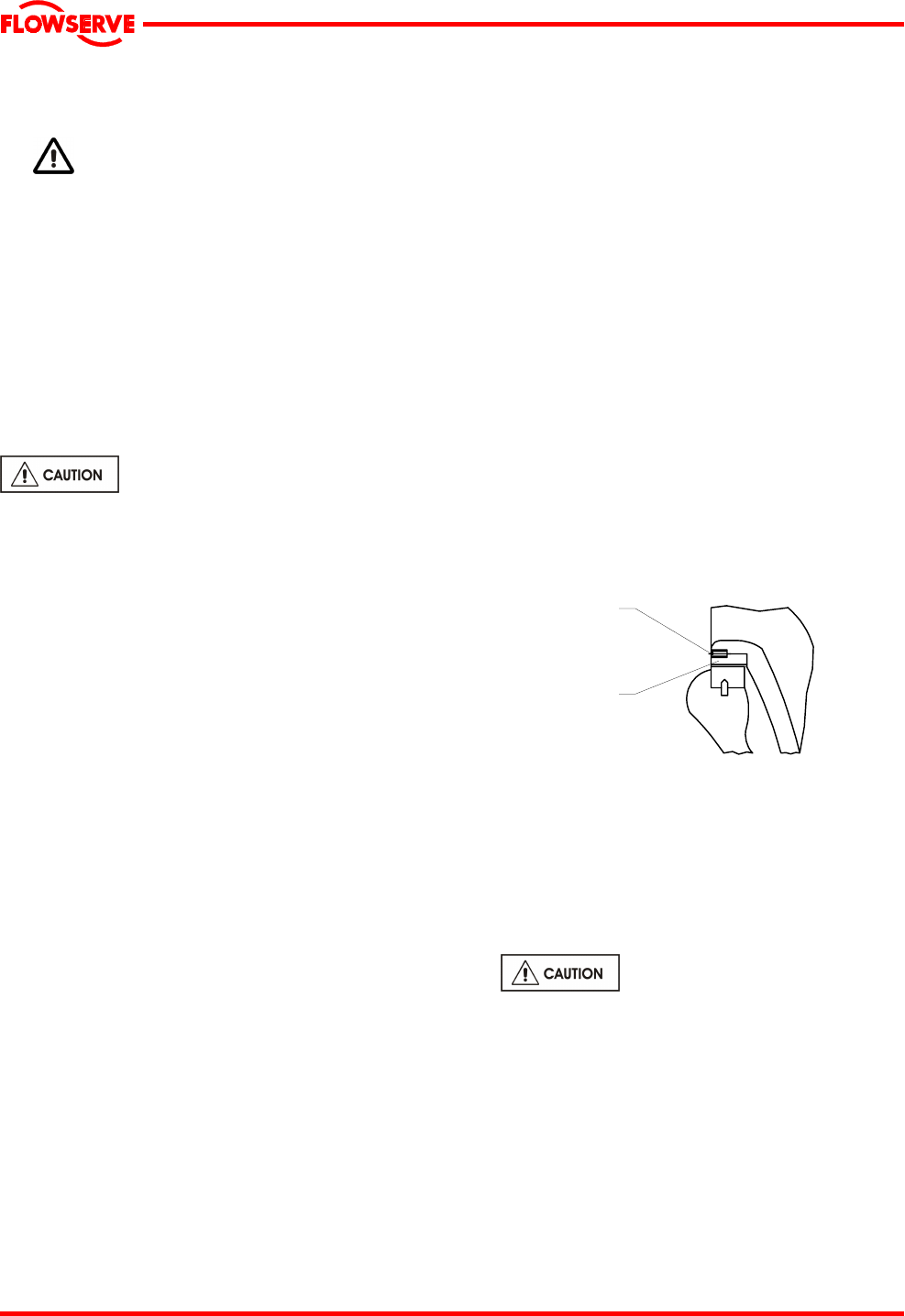
6.10.1 Impeller wear rings
a) Impeller rings (when fitted) should be heated up
to approximately 100 ºC (212 ºF) using a hotplate
or hot oil bath and then slipped onto the impeller
and pressed down to the shoulder. (Do NOT use
a steel hammer to knock them into position.)
b) Drill and tap 3 holes approximately 120 degrees
apart into the diametral mating faces of the ring
and impeller and insert socket head screws.
(The existing half tapped holes from the removed
impeller ring cannot be re-used.)
45
46
6.10.2 Pre-assembly of casing gasket
a) Fit casing gasket to the bottom half horizontal
flange using a small amount of contact adhesive
to prevent movement when the top half is fitted.
Do not apply adhesive to the top surface of the
gasket.
b) It is important that the external corner of the
casing gasket face and the stuffing box face is as
sharp as possible.
Do not chamfer with a file.
c) If necessary trim gasket to match volute profile.
Do not trim to stuffing box face at this stage.
6.10.3 Rotating element and bearing bracket
a) Ensure all gaskets and O-rings are renewed and
replaced in the correct position during assembly.
b) Assemble the impellers on the shaft. It is
important to mount the impellers so that the vane
tips point away from the apparent flow direction.