



















MARK V – MOUNTED OVERARM PIN ROUTER 555970
31
moving your workpiece into the bit un-
til the edge of your stock also makes
contact with the Guide Pin.
Once contact is made with the Guide
Pin, move the workpiece around and
away from the Starter Pin, maintaining
contact with the Guide Pin at all times
until you’ve completed your cut.
Re-position the Depth Control Handle
for each subsequent pass until your de-
sired final depth-of-cut is reached. Once
you’ve completed the final pass, loosen
the Depth Control Handle, raise the
Router, re-tighten the Handle and turn
off the Motor. Only when the Motor has
stopped completely should you remove
and inspect the workpiece.
USING PILOTED BITS FOR
DECORATIVE EDGING
Cutting decorative edges on workpieces with
piloted bits is a common operation for a
hand-held router. With this operation, the Bit
pilot controls your lateral depth-of-cut, while
the vertical depth-of-cut is controlled by the
plunge mechanism of your hand-held router
(in the case of plunge-style routers), or by
changing the height relationship between the
router motor and its base through some
other method.
With the Overarm Router, the process is al-
most identical...with two differences:
• First and foremost, with the Overarm
Router, your hands are used to grip the
workpiece instead of the router motor.
This provides improved visibility of the
cut and allows you to rout the edges of
workpieces that may be too small or
oddly-shaped to grip properly with
clamping devices.
WARNING
NEVER attempt to work with a small
piece of stock less than 12" x 12" or that
puts your hands closer than 3" from
the guard.
• And secondly, with the Overarm Router,
your stock is supported by the Worktable,
while your vertical depth-of-cut is con-
trolled with micro-precision by the up-
down action of the Arm.
Piloted router Bits come in two styles: 1) Bits
with solid steel pilots...or...2) Bits with a
ball bearing pilot.
When making cuts with a piloted Bit, your
up-down depth-of-cut — and the number
of cuts you’ll have to make to form the
complete profile — can vary, based on two
factors:
• The amount of stock that must be re-
moved to produce the profile you want.
If you’re forming an edge on thick stock,
you may not be able to cut a full profile
all at once without workpiece burning or
tear-out. In these cases, you’ll have to
make more than one pass...lowering the
Arm with each subsequent pass until the
profile you desire is achieved.
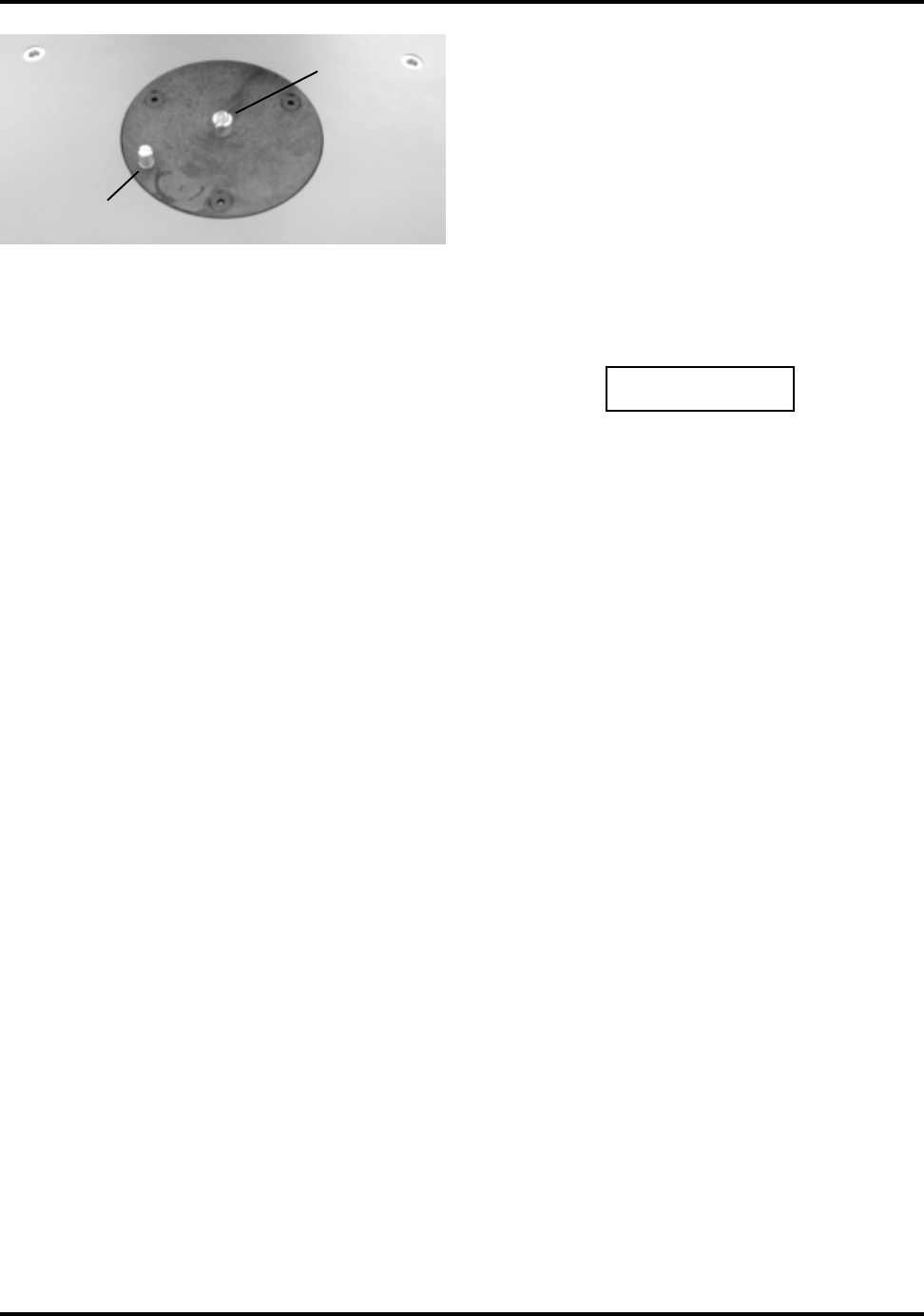
Figure 23. Use the Pin Routing Table Insert
when routing against a pin.
STARTER
PIN
GUIDE
PIN