



















37
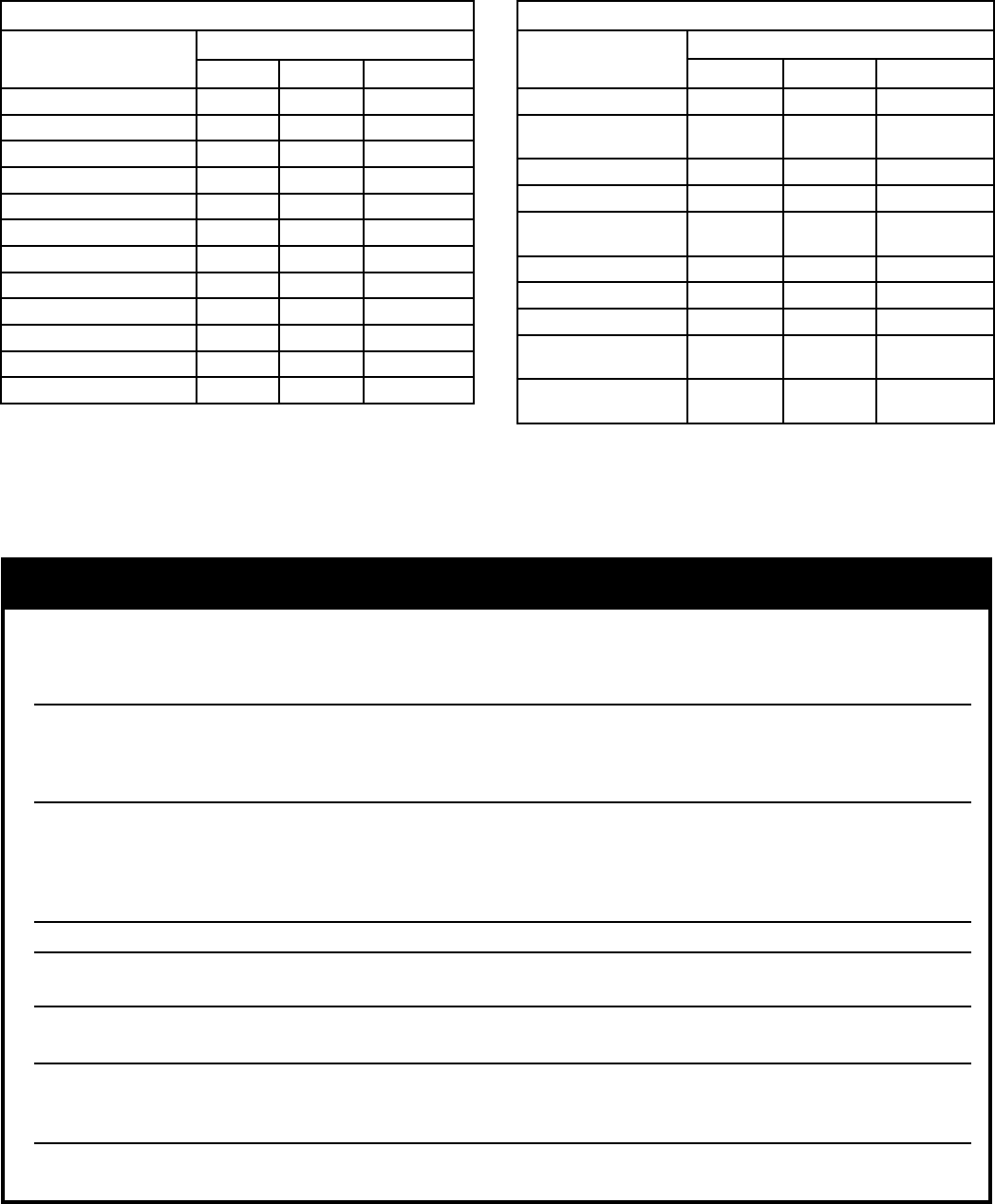
Table 13: Fitting and Valve Equivalent Length
Copper Fitting and Sweat Valve Equivalent Length (Ft)
Fitting or Valve
Description
Copper Pipe or Valve Size
1 1¼ 1½
90° Elbow 2.5 3.0 4.0
45° Elbow 1.0 1.2 1.5
Tee (thru ow) 0.5 0.6 0.8
Tee (Branch ow) 4.5 5.5 7.0
Diverter Tee (typical) 23.5 25.0 23.0
Gate Valve 0.3 0.4 0.5
Globe Valve 25.0 36.0 46.0
Angle Valve 5.3 7.8 9.4
Ball Valve (standard port) 4.3 7.0 6.6
Swing Check Valve 4.5 5.5 6.5
Flow-Check Valve (typical) 54.0 74.0 57.0
Buttery Valve 2.7 2.0 2.7
Threaded Fitting and Valve Equivalent Length (Ft)
Fitting or Valve
Description
Black Threaded Pipe or Valve Size
1 1¼ 1½
90° Elbow 2.6 3.5 4.0
Long Radius
Elbow (45° or 90°)
1.4 1.8 2.2
Tee (thru ow) 1.8 2.3 2.7
Tee (Branch ow) 5.3 6.9 8.1
Close Return
Bend
4.4 5.8 6.7
Gate Valve (full open) 0.7 0.9 1.1
Globe Valve (full open) 30.0 39.0 46.0
Angle Valve (full open) 13.0 17.0 20.0
Swing Check Valve
(full open)
8.7 12.0 13.0
Flow-Check Valve
(typical)
42.0 60.0 63.0
Table 13: Fitting and Valve Equivalent Length (cont’d)
NOTICE
The Alpine (ALP) boiler heat exchanger is made from stainless steel tubular coil having relatively narrow
waterways. Once lled with water, it will be subject to the effects of corrosion. Failure to take the following
precautions to minimize corrosion and heat exchanger waterways overheating could result in severe boiler
damage.
•
Before connecting the boiler, insure the system is free of impurities, grease, sediment, construction
dust, sand, copper dust, ux and any residual boiler water additives. Flush the system thoroughly and
repeatedly, if needed, with clear water mixed with concentrated rinse agent to remove these contaminants
completely.
•
Iron oxide (red oxide sludge Fe
2
O
3
) is produced during oxygenation. To minimize any oxygen presence
in the system, the system must be air free and leak tight. Do not connect the boiler to radiant tubing
without an oxygen barrier. Using automatic water rell is not recommended, however, if such rell is
employed, a water meter must be added to evaluate the makeup water volume taken after initial ll and
eliminate any water leakage as early as possible.
•
Maintain the water pressure in the boiler at a minimum of 12 PSI.
•
The boiler water pH must be within 8.2 < pH < 9.5. If the system contains any aluminum components,
pH must be less than 8.5.
•
Black oxide sludge (magnetite Fe
3
O
4
) forms as the result of continuous electrolytic corrosion in any
system not protected by an inhibitor.
•
Scale deposit is made up of lime scale contained in most distributed water and settles over the warmest
surfaces of boiler heat exchanger causing subsequent overheating and eventual failure. Water hardness
must be maintained within 3 to 9 grain/gal range.
•
Refer to Section XIII “Service and Maintenance” for recommended heating system water treatment
products (corrosion/scale inhibitors, cleaners etc) and their suppliers.
NOTE: Table 13 is provided as reference to assist in piping design and species equivalent length of typical piping ttings and
valves.