



















7
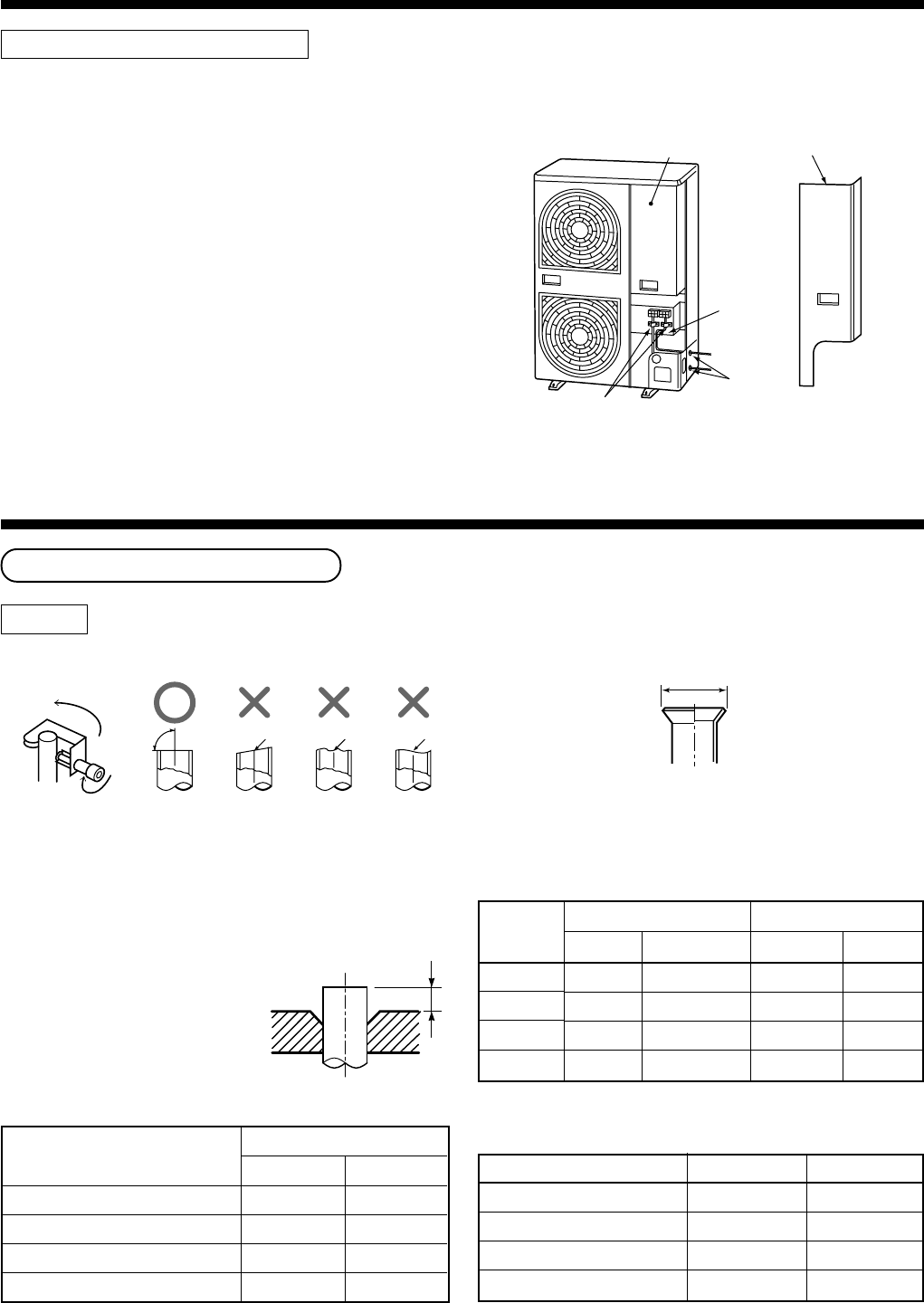
How to remove the front panel
1. Remove screws of the front panel.
2. Pull the front panel downward.
Removing the front panel, the electric parts appear at
the front side.
• The metal pipes are attachable to the piping holes.
If the size of the used power pipe does not match with
the hole, adjust the hole size to match with pipe size.
• Be sure to fix the power cable and indoor/outdoor
connecting cable with bundling band sold on the
market so that they do not make contact with the
compressor and discharge pipe.
(Temperature of the compressor and discharge pipe
becomes high.)
Cord clamp
Electric parts box
Front panel
Pipe valve
fixing plate
Piping
hole
3
SELECTION OF INSTALLATION
In order to avoid the force applied to on the connect-
ing section, be sure to fix the cables to the cord
clamps provided on the pipe valve fixing plate and the
electric parts box.
4
REFRIGERANT PIPING
Pipe Forming/End Positioning
Flaring
1. Cut the pipe with a pipe cutter.
2. Insert a flare nut into the pipe, and flare the pipe.
As the flaring sizes of R410A differ from those of
refrigerant R22, the flare tools newly manufactured
for R410A are recommended.
However, the conventional tools can be used by
adjusting projection margin
of the copper pipe.
* In case of flaring for R410A with the conventional
flare tool, pull it out approx. 0.5 mm more than that of
R22 to adjust to the specified flare size. The copper
pipe gauge is useful for adjusting projection margin
size.
• Projection margin in flaring : B (Unit : mm)
Rigid (Clutch type)
Imperial (Wing nut type)
90˚
Obliquity Roughness Warp
B
+0
-
0.4
Outer dia. of copper pipe
6.4
9.5
12.7
15.9
A
R410A R22
9.1 9.0
13.2 13.0
16.6 16.2
19.7 19.4
• Flaring size : A (Unit : mm)
A
Outer dia. of copper pipe
6.4
9.5
12.7
15.9
R410A R22
1.5 to 2.0 1.0 to 1.5
1.5 to 2.0 1.0 to 1.5
2.0 to 2.5 1.5 to 2.0
2.0 to 2.5 1.5 to 2.0
Outer dia.
of copper
pipe
6.4
9.5
12.7
15.9
R410A tool used
R410A R22
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
0 to 0.5
(Same as left)
Conventional tool used
R410A R22
1.0 to 1.5 0.5 to 1.0
1.0 to 1.5 0.5 to 1.0
1.0 to 1.5 0.5 to 1.0
1.0 to 1.5 0.5 to 1.0