

















– 11 –
A
ØD
d) Flare Processing
Make certain that a clamp bar and copper
pipe have been cleaned.
By means of the clamp bar, perform the flare
processing correctly.
Use either a flare tool for R410A or conven-
tional flare tool.
Flare processing dimensions differ according
to the type of flare tool. When using a con-
ventional flare tool, be sure to secure “dimen-
sion A” by using a gauge for size adjustment.
Fig. 3-2-1 Flare processing dimensions
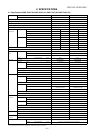
Table 3-2-3 Dimensions related to flare processing for R410A
Nominal
diameter
1/4
3/8
1/2
Outer
diameter
(mm)
6.35
9.52
12.70
Thickness
in. (mm)
0.0315 (0.8)
0.0315 (0.8)
0.0315 (0.8)
A in. (mm)
Flare tool for R410A
clutch type
0 to 0.0197 (0 to 0.5)
0 to 0.0197 (0 to 0.5)
0 to 0.0197 (0 to 0.5)
Conventional flare tool
Clutch type Wing nut type
0.0394 to 0.0591
(1.0 to 1.5)
0.0394 to 0.0591
(1.0 to 1.5)
0.0394 to 0.0591
(1.0 to 1.5)
0.0591 to 0.0787
(1.5 to 2.0)
0.0591 to 0.0787
(1.5 to 2.0)
0.07874 to 0.0984
(2.0 to 2.5)
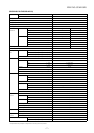
Nominal
diameter
1/4
3/8
1/2
Outer
diameter
(mm)
6.35
9.52
12.70
Thickness
in. (mm)
0.0315 (0.8)
0.0315 (0.8)
0.0315 (0.8)
A in. (mm)
Flare tool for R22
clutch type
0 to 0.0197 (0 to 0.5)
0 to 0.0197 (0 to 0.5)
0 to 0.0197 (0 to 0.5)
Conventional flare tool
Clutch type Wing nut type
0.0197 to 0.0394
(0.5 to 1.0)
0.0394 to 0.0591
(1.0 to 1.5)
0.0197 to 0.0394
(0.5 to 1.0)
0.0394 to 0.0591
(1.0 to 1.5)
0.0197 to 0.0394
(0.5 to 1.0)
0.0591 to 0.0787
(1.5 to 2.0)
Table 3-2-4 Dimensions related to flare processingf or R22
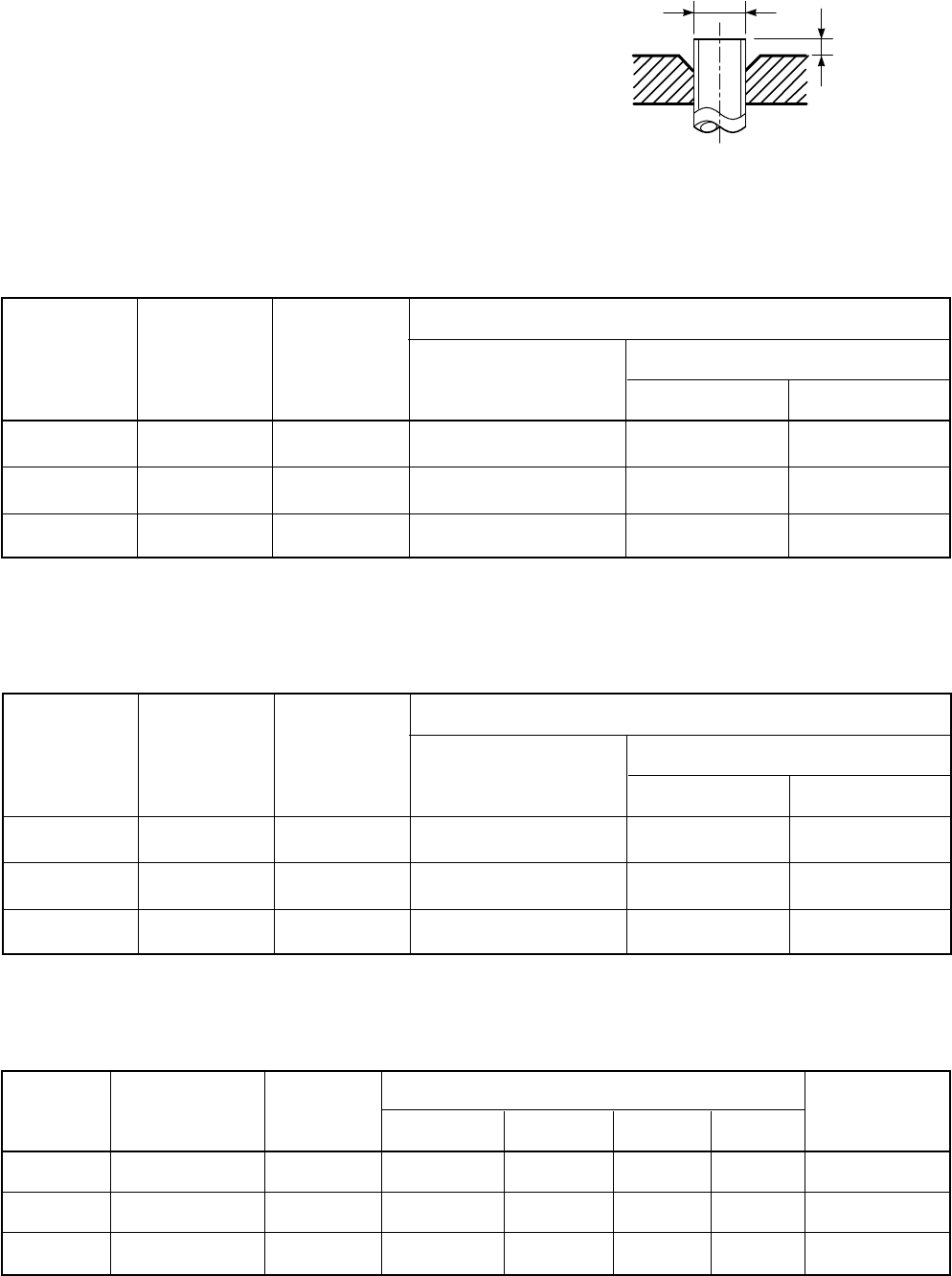
Table 3-2-5 Flare and flare nut dimensions for R410A
Nominal
diameter
1/4
3/8
1/2
Outer diameter
(mm)
6.35
9.52
12.70
Thickness
in. (mm)
0.0315 (0.8)
Dimension in. (mm)
A B C D
0.358 (9.1)
0.362 (9.2) 0.256 (6.5)
0.512 (13)
0.520 (13.2) 0.531 (13.5) 0.382 (9.7) 0.787 (20)
0.630 (16.0) 0.508 (12.9)
Flare nut width
in. (mm)
0.669 (17)
0.866 (22)
1.024 (26)
0.0315 (0.8)
0.0315 (0.8)
0.653 (16.6)
0.906 (23)
FILE NO. SVM-10020
in.
in.
in.