















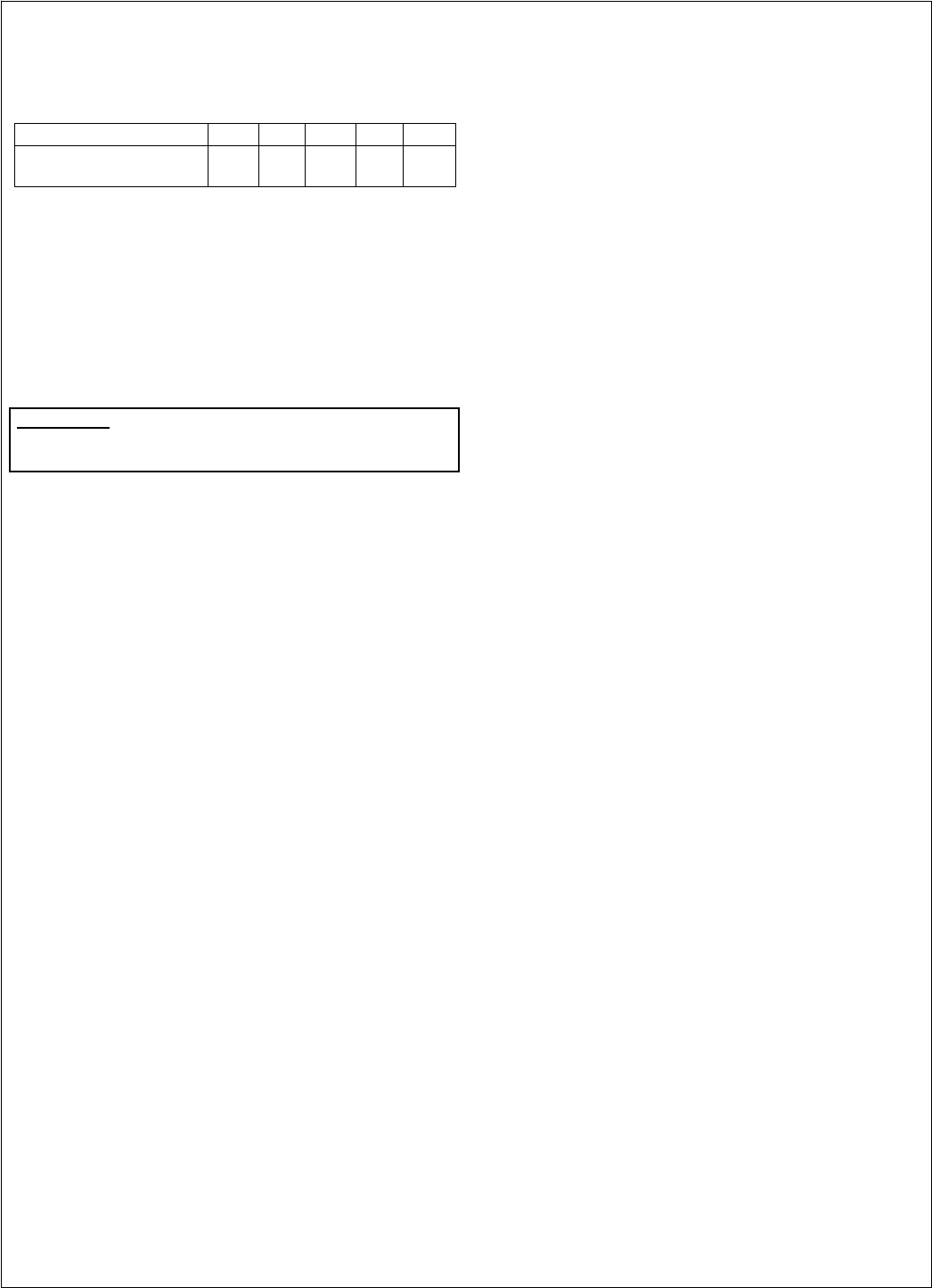
Table 4. Percentage of Ethylene Glycol to be Added by
Volume.
Percent % 20% 30% 40% 45% 50%
Minimum Outside Design
Temperature °F
+15 -3 -14 -23 -38
Table 4 is intended to be used as a guide only. Proper precautions need to
be taken to prevent freeze damage during low ambients. Consult glycol ven-
dor recommendations for specific freeze protection for your location.
Mixing Glycol and Water
Regardless of the strength of the mixture, you MUST
pre-mix the glycol and water prior to adding it to the system.
The chemical reaction between the two will release oxygen,
which is extremely undesirable in a close-loop system.
WARNING: For dry coolers operating without glycol
mixture, adequate freeze protection is
necessary during ambients below 32° F.
Glycol Sludge Prevention
Glycol systems may be subject to sludge formation in
coils, due to one or more of the following causes:
1. Reaction of the corrosion inhibitor with galvanized piping
(zinc).
2. Reaction of the glycol with chromate type water additives.
3. Reaction of the glycol with pipe dope, cutting oils, solder
flux, and other system dirt.
Glycol manufacturers offer a specially inhibited glycol
(formulated for snow melting systems) which does not react
with zinc. This glycol is also suitable for heat transfer sys-
tems. Glycol manufacturers also provide inhibitor check ser-
vices on a regular basis.
Consequently, good glycol system design requires the
following precautions:
1. No galvanized piping is to be used.
2. System piping must be thoroughly cleaned and flushed
with a heated trisodium phosphate solution before filling
wit the water/glycol mixture.
3. No chromate inhibitor treatment must be used.
4. The glycol manufacturer should provide inhibitor check
service and supply additional inhibitor as required.
Fluid Circulating Pump
Mechanical seal type pumps must be used for glycol
systems. Gland type pumps would cause glycol waste and, if
used with a pressure reducing valve, will lead to dilution of the
glycol mixture and eventual freeze-up.
Pump is selected for piping friction loss plus fluid pres-
sure drop through the dry cooler coil, plus pressure drop
through the heat source. No allowance for vertical lift is made
since in a closed system a counterhead acts on the pump suc-
tion.
With glycol solution the pump performance curve will
drift to the right from its design point, due to differences in
circuit design, control valve application, pressure drop calcu-
lations, etc. The pump should be selected high on the curve
so as to provide for the "drift". The pump curve should be
"flat" so that the pump will compensate for our inability to ex-
actly predict the final operating system flow condition and to
provide sufficient flow for satisfactory heat transfer and maxi-
mum protection against freezing at the far end of the circuit.
The pump motor should have sufficient power for operating
over the entire pump curve to prevent motor overload at re-
duced voltages. Paralleled pumps can also be used for good
power economy and continuous and automatic standby op-
eration. Properly applied parallel pumps will guard against
system breakdown caused by a simple pump failure. Certain
older systems have nonoperating standby pumps of equal
capacity to the operating unit. We recommend parallel pumps
in continuous operation because they provide practically the
same type of standby, in addition to being completely auto-
matic, at lower initial and operating cost.
8