



















14
VENT PIPE PREPARATION
1. INITIAL PREPARATION
A. Make sure the solvent cement you are planning to use is
designed for the specic application you are attempting.
B. Know the physical and chemical characteristics and limitations
of the PVC, PVC cellular core, ABS or CPVC piping materials
that you are about to use.
C. Know the reputation of your pipe and cement manufacturer
and their products.
D. Know your own qualications or those of your contractor. The
solvent welding technique of joining PVC, PVC cellular core,
ABS or CPVC pipe is a specialized skill just as any other pipe
tting technique.
E. Closely supervise the installation and inspect the nished
job before start-up.
F. Contact the manufacturer, supplier, or competent consulting
agency if you have any questions about the application or
installation of PVC, PVC cellular core, ABS or CPVC pipe.
G. Take the time and effort to do a professional job. Shortcuts will
only cause you problems and delays in start-up. The majority
of failures in these systems are the result of shortcuts and/or
improper joining techniques.
2. SELECTION OF MATERIALS
PRIMER
It is recommended that Tetrahydrofuran (THF) be used to prepare the
surfaces of pipe and ttings for solvent welding. Do not use water, rags,
gasoline or any other substitutes for cleaning PVC cellular core, ABS or
CPVC surfaces. A chemical cleaner such as MEK may be used.
CEMENT
The cement should be a bodied cement of approximately 500 to
1600 centipoise viscosity containing 10-20% (by weight) virgin PVC
material solvated with tetrahydrofuran (THF). Small quantities of
dimethyl formamide (DMF) may be included to act as a retarding
agent to extend curing time. Select the proper cement; Schedule 40
cement should be used for Schedule 40 pipe. Never use all purpose
cements, commercial glues and adhesives or ABS cement to join
PVC or CPVC pipe and ttings.
SAFETY PRECAUTION: PRIMERS AND CEMENTS ARE
EXTREMELY FLAMMABLE AND MUST NOT BE STORED OR
USED NEAR HEAT OR OPEN FLAME. ALSO, USE ONLY IN A
WELL-VENTILATED AREA.
CONTROLS AND SWITCHES
The BTH-300, 400 & 500 are equipped with four pressure switches.
These switches are essential to the safe and proper operation of the
unit. All switches are wired in series. The controller is set up to shut
the unit down whenever there is a failure of any of the switches. It
is important to understand the purpose of each switch.
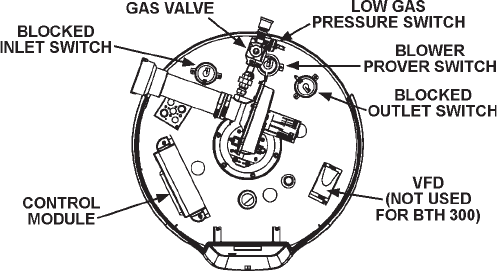
BLOWER PROVER SWITCH
The Blower Prover Switch is provided on the heater to verify that
the fan is operating. It is a positive pressure switch whose electrical
contacts are normally open. When the fan increases the pressure
in the burner, the pressure switch will allow the electrical contacts
to close. The pressure switch is connected to the burner tap by a
piece of tygon tubing. This tubing must be connected in order for
the switch to change the electrical contacts. The controller requires
that the electrical contacts on this air ow switch be open before it
will allow the blower to come on. See Figure 13.
BLOCKED OUTLET PROVER SWITCH
The Blocked Outlet Prover Switch is set up to shut the unit off when
a build-up of positive pressure in the exhaust vent pipe occurs.
This switch is a positive pressure switch that requires an increase
in pressure to change the electrical contacts from normally closed
to open. When this switch prevents the unit from igniting, most
likely the exhaust is blocked by some means. Check to see if the
condensate is allowed to ow freely from the exhaust elbow and
for obstructions in the exhaust venting and exhaust vent terminal.
See Figure 13.
BLOCKED INLET PROVER SWITCH
The Blocked Inlet Prover Switch is set up to shut the unit off when
a build-up of negative pressure in the intake vent pipe occurs. This
switch is a negative pressure switch that requires an increase in
negative pressure to change the electrical contacts from normally
closed to open. The switch is connected to the pressure tap on
the ange connected to the inlet of the blower. When this switch
prevents the unit from igniting, most likely the intake is blocked by
some means. Check to see if there is no more than seventy (70)
equivalent feet (24.8m) of four inch PVC vent pipe on the intake. Also
verify that the intake and intake vent terminal is free of obstructions
that may prevent air from entering the unit. See Figure 13.
LOW GAS PRESSURE SWITCH
The Low Gas Switch (LGS) is a single-pole, normally open pressure
switch that will close its contacts when a rising pressure of 4.6 in.
W.C. (1.25 Kpa) is encountered. The contacts will open when the
pressure falls below the xed set point of 4.6 in. W.C. (1.25 Kpa)
The LGS monitors the gas supply pressure to the heater. If the
gas supply falls below 4.6 in. W.C. (1.25 Kpa), the main burner is
extinguished (if heater is running) or the heater will not start up.
NOTE: LOW GAS SWITCH IS LOCATED ON INLET SIDE OF GAS
VALVE. See Figure 13.
FIGURE 13.
ON/OFF SWITCH
The ON/OFF Switch is a single-pole, single-throw rocker switch. This
switch provides 120VAC from the line source to the heater.