OM-223 037 Page 30
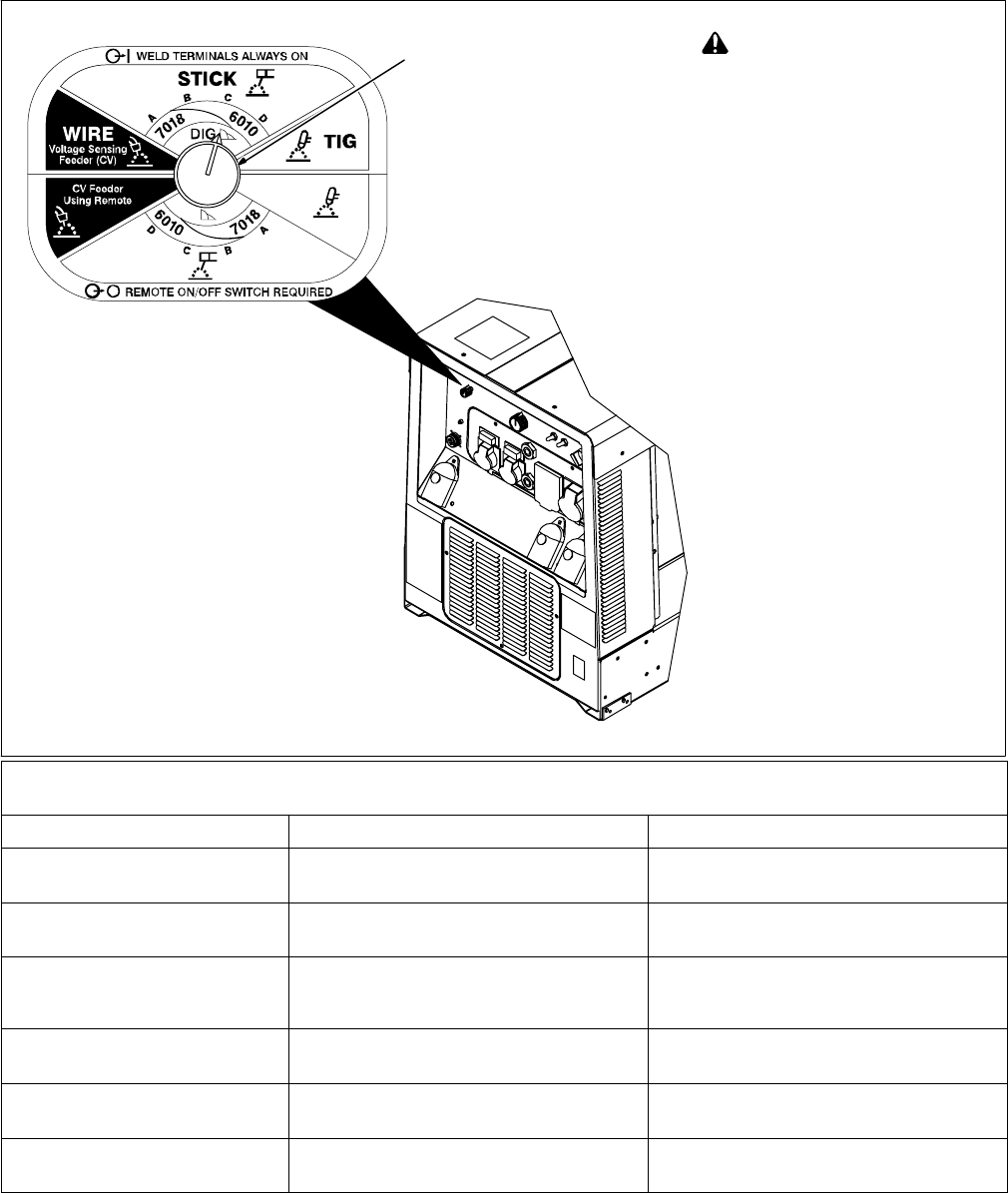
6-3. Process/Contactor Switch
1 Process/Contactor Switch
! Weld output terminals are ener-
gized when Process/Contactor
switch is in a Weld Terminals Al-
ways On position and the engine
is running.
Use switch to select weld process and
weld output on/off control (see table be-
low).
Place switch in Remote On/Off Switch
Required positions to turn weld output on
and off with a device connected to the
Remote 14 receptacle.
Place switch in Weld Terminals Always
On positions for weld output to be on
whenever the engine is running.
Ref 804 068 / Ref 222 875
1
Process/Contactor Switch Settings
Switch Setting Process Output On/Off Control
Remote On/Off Switch Required −TIG
GTAW With HF Unit, Pulsing Device, Or Remote
Control
At Remote 14 Receptacle
Remote On/Off Switch
Required − Stick
Stick (SMAW) With Remote On/Off At Remote 14 Receptacle
Remote On/Off Switch
Required − CV Feeder
Using Remote
MIG (GMAW)
w/Constant Speed Feeder
At Remote 14 Receptacle
Weld Terminals Always On − Wire
MIG (GMAW)
w/Voltage Sensing Feeder
Electrode Hot
Weld Terminals Always On − Stick
Stick (SMAW),
Air Carbon Arc (CAC-A) Cutting And Gouging
Electrode Hot
Weld Terminals Always On − TIG
GTAW With HF Unit, Pulsing Device, Or Remote
Control
Electrode Hot













































































