











177
176
PRINCIPLES FOR SUCCESSFUL ADHESION
Instructions for use are given by the adhesive manufacturer. These are given for normal hygrometric
conditions and subfloor porosity. They may need to be modified according to on-site conditions.
MAIN TYPES OF ADHESIVE
Water-based or emulsion :
suitable for most types of flooring. Their bonding capability is determined according to their rate of
evaporation. They are normally applied with a finely notched trowel or roller.
Contact adhesive :
These are resins in solution and flammable. They are usually double stick and applied using a stiff
brush or trowel.
Polyurethane contact adhesive is recommended for difficult areas eg. Skirting pannels to PVC
Two part adhesives.
This type of adhesive (epoxy + polyurethane) is used for flooring subjected to heavy traffic,
dampness or exposure to the elements. Single application.
RECOMMENDED ADHESIVES PER PRODUCT TYPE
For more information please contact our technical department.
Technical guide
Adhesives
Technical guide
Cold welding with SG 916 or TARAJOINT is necessary to create a continuous
hygienic surface.
If this treatment can withstand traction of 8 daN/cm, the P3 requirement has
been met.
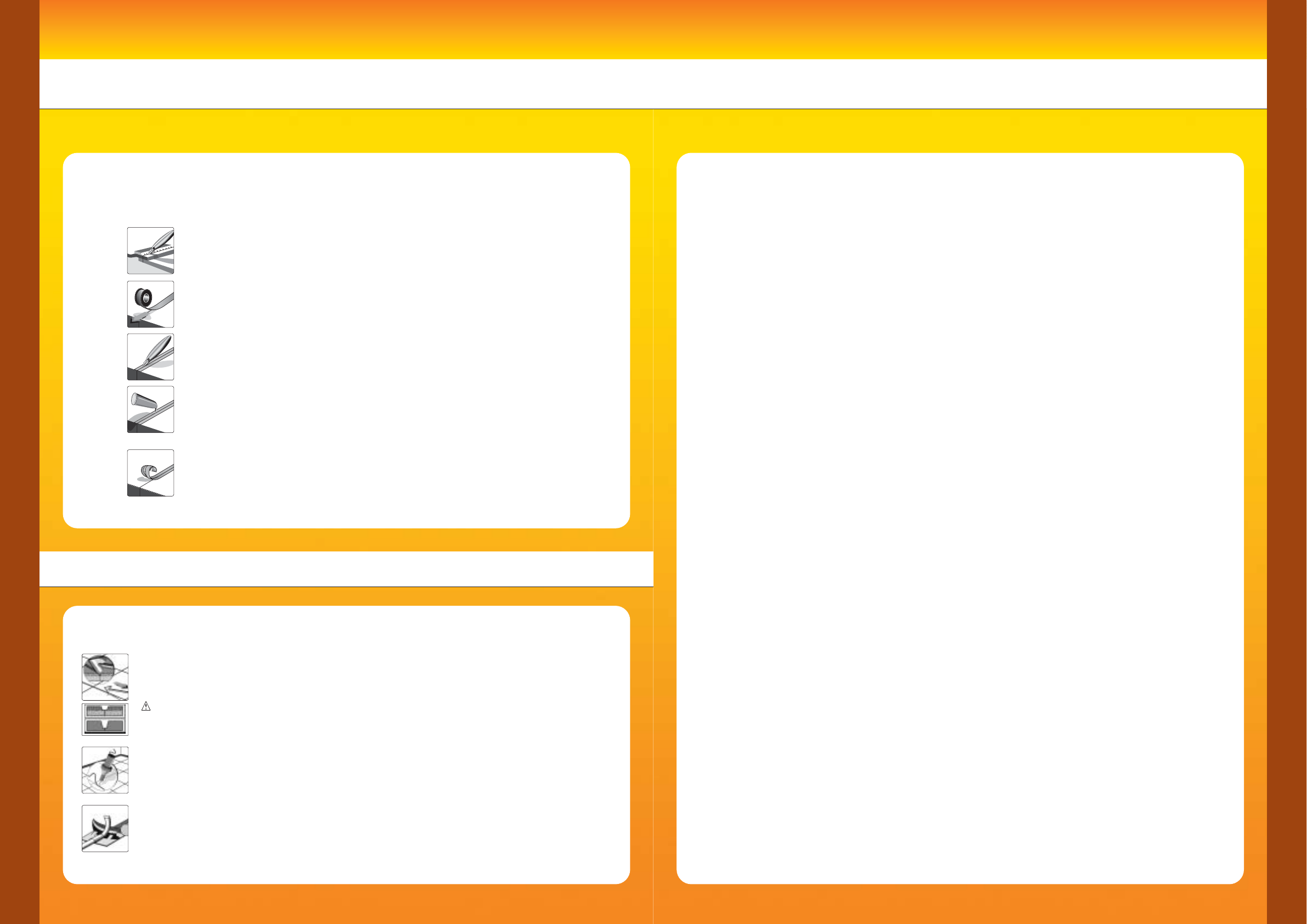
1. Overlap the edges by 3 or 4 cm and cut through both thicknesses with a stanley
knife using a ruler as a guide-line. It is beneficial to place a flat straight edge
beneath the joint to be cut. This will avoid damaging the subfloor and ensure a tight
butt joint is achieved. Butt the sheet edges together to form a compression joint.
2. Cover the joint with paper adhesive tape.
3. Cut through the tape into joint.
4. Fit the necessary nozzle onto the bottle, depth welding: nozzle with guide,
surface welding: feed nozzle.
Insert nozzle into joint and squeeze bottle until there is an excess of liquid on the
surface of the tape.
Wait for 60 seconds.
5. Remove adhesive tape.
Allow 24 hours after laying. Welding can then be done either manually or mechanically
using a welding machine and weld rod.
1. Grooving can be done manually or mechanically using an electric grooving machine.
• Foam backed vinyl: only groove through the depth of the wearlayer.
• Homogeneous material: the depth of the groove should be equal to the total thickness of the
material minus 0.3 mm.
Tarasafe, Tarasafe Comfort, Tarasafe Ultra, Tarasafe Style, Tarasafe Super :
it is recommended to butt joint leaving a 1 mm gap.
2. Mechanical or manual welding.
3. Trimming the joint:
• first trim using a crescent bladed knife with a cable slide,
• when the joint has fully cooled, trim for a second time with a crescent bladed knife to ensure
that the weld rod is flush with the floorcovering.
For E3 classification it is compulsory to install set-in coved skirting with a welded joint.
Cold welding
Hot welding
Technical
guide
Technical
guide