



















38 SS-SVX09A-EN
Installation
Brazing Procedures
ƽ WARNING
Hazard of Explosion and Deadly Gases!
Never solder, braze or weld on refrigerant lines or any unit components that are above
atmospheric pressure or where refrigerant may be present. Always remove refrigerant by
following the guidelines established by the EPA Federal Clean Air Act or other state or local
codes as appropriate. After refrigerant removal, use dry nitrogen to bring system back to
atmospheric pressure before opening system for repairs. Mixtures of refrigerants and air under
pressure may become combustible in the presence of an ignition source leading to an explosion.
Excessive heat from soldering, brazing or welding with refrigerant vapors present can form
highly toxic gases and extremely corrosive acids. Failure to follow all proper safe refrigerant
handling practices could result in death or serious injury.
Proper brazing techniques are essential when installing refrigerant piping. The following factors
should be kept in mind when forming sweat connections.
ƽ WARNING
Hazard of Explosion!
Use only dry nitrogen with a pressure regulator for pressurizing unit. Do not use acetylene,
oxygen or compressed air or mixtures containing them for pressure testing. Do not use mixtures
of a hydrogen containing refrigerant and air above atmospheric pressure for pressure testing as
they may become flammable and could result in an explosion. Refrigerant, when used as a trace
gas should only be mixed with dry nitrogen for pressurizing units. Failure to follow these
recommendations could result in death or serious injury or equipment or property-only damage.
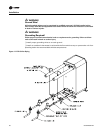
1. When copper is heated in the presence of air, Copper oxide forms. To prevent copper oxide from
forming inside the tubing during brazing, sweep an inert gas, such as dry nitrogen, through the
tubing. Nitrogen displaces air in the tubing and prevents oxidation of the interior surfaces. A
nitrogen flow of one to three cubic feet per minute is sufficient to displace the air. Use a pressure
regulating valve or flow meter to control the flow.
2. Ensure that the tubing surfaces to be brazed are clean, and that the ends of the tubes have been
carefully reamed to remove any burrs.
3. Make sure the inner and outer tubes of the joint are symmetrical and have a close clearance,
providing an easy slip fit. If the joint is too loose, the tensile strength of the connection will be
significantly reduced. The overlap distance should be equal to the diameter of the inner tube.
4. Wrap the body of each refrigerant line component with a wet cloth to keep it cool during brazing.
Move any tube entrance grommets away for the brazing area.
Note: Use 40 to 45% silver brazing alloy (BAg-7 or BAg-28) on dissimilar metals. Use BCup-6
brazing alloy on copper to copper joints.
5. If flux is used, apply it sparingly to the joint. Excessive flux can enter the system which will
contaminate the refrigerant system.
6. Apply heat evenly over the length and circumference of the joint to draw the brazing material
into the joint by capillary action. Remove the brazing rod and flame from the joint as soon as
a complete fillet is formed to avoid possible restriction in the line.
7. Visually inspect the connection after brazing to locate any pin holes or crevices in the joint. The
use of a mirror may be required, depending on the joint location.