



















MHP-TN USER INSTRUCTIONS ENGLISH 71576313 - 02/07
Page 14 of 28 flowserve.com
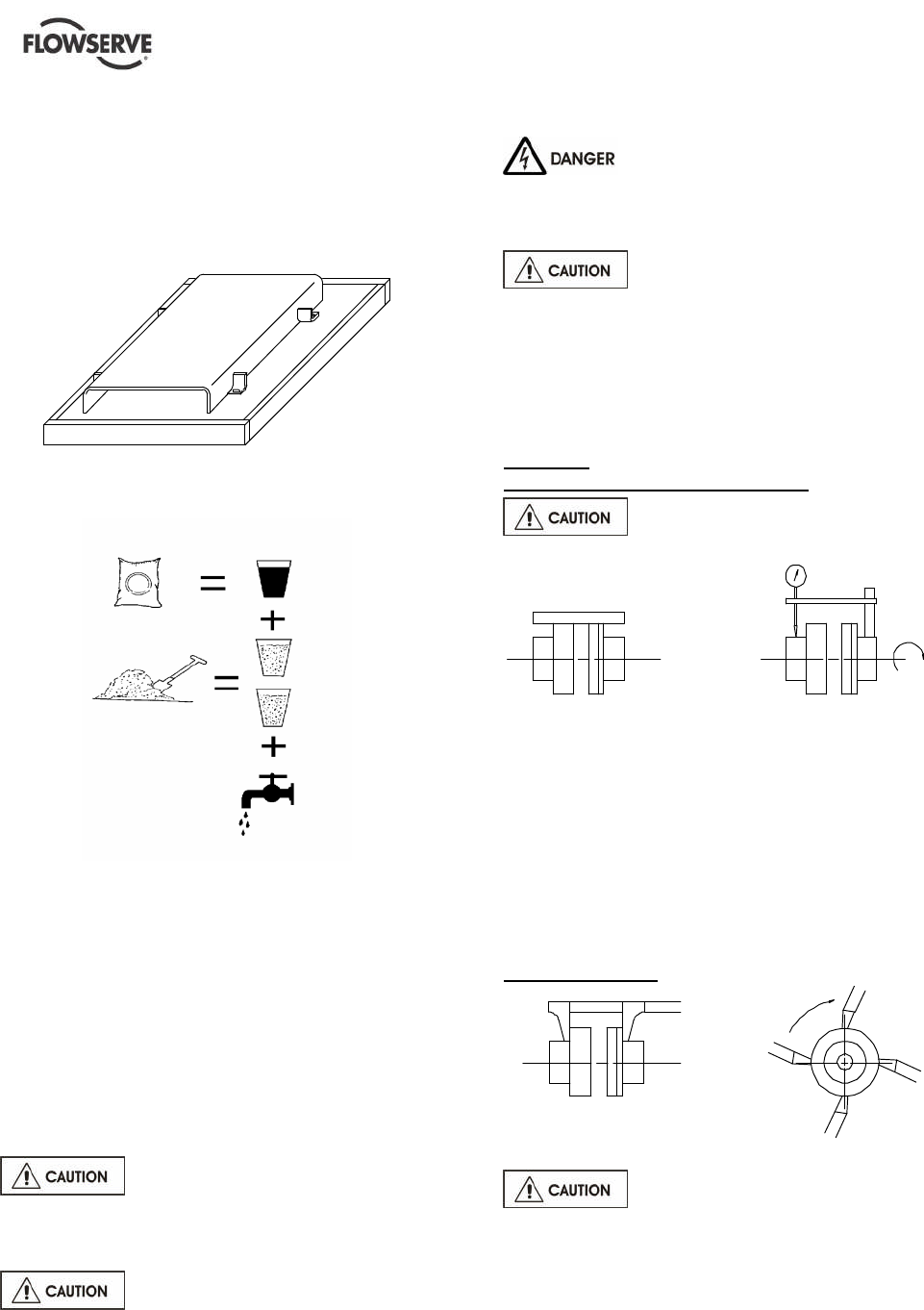
4.3 Grouting
4.3.1 Base plate grouting
a) Prepare the site for grouting. Before grouting
clean the foundation surface thoroughly and
provide external barriers as shown:
b) Prepare grouting product (concrete, resin) in
accordance with manufacturers' instructions.
c) Use grouting products with anti-shrinking
components.
d) To grout up to the required level. Polish
surfaces. Take necessary precautions to avoid
air bubbles.
e) Lay-down the barrier, break external angles,
and polish the different surfaces.
f) After grout starts to cure, definitively tighten
anchor bolts.
g) Control the alignment such as described as
follows.
4.4 Initial alignment
Before connecting the couplings
verify the motor rotation direction.
4.4.1 Thermal expansion
The pump and motor will normally
have to be aligned at ambient temperature and
should be corrected to allow for thermal expansion
at operating temperature. In pump installations
involving high liquid temperatures, the unit should
be run at the actual operating temperature, shut
down and the alignment checked immediately.
4.4.2 Alignment methods
Ensure pump and driver are isolated
electrically and the half couplings are
disconnected. Ensure that the pump pipework,
suction and discharge, is disconnected.
The alignment MUST be checked.
Although the pump will have been aligned at the
factory it is most likely that this alignment will have
been disturbed during transportation or handling. If
necessary, align the motor to the pump, not the
pump to the motor.
Alignment
Parallelism and concentricity check:
Check the alignment at three or
four points, before piping assembly.
with a rule with a comparator
Admissible margin for a motor with roller bearings
with European couplings:
= 0.15 mm parallel checking
= 0.1 mm angular checking
For US supplied couplings values to be used are:
= 0.02 in. parallel checking
= 0.05 in. angular checking
Check the couplings manual for further details.
Angular checking:
with a sliding rule with a caliper gauge
The alignment will be definitive only
after pipe connection (see § 4.5.4).
If necessary, improve the machine alignment:
Complete unit mounted on common base plate:
The machines are first aligned accurately in our
workshops. Usually, any misalignment observed
on site is due to a wrong adjustment under the
base plate (disturbed during transport or because
of forces exerted by the piping).