



















www.americanwaterheater.com 29
PRIMER
It is recommended that Tetrahydrofuran (THF) be used
to prepare the surfaces of pipe and fi ttings for solvent
welding. Do not use water, rags, gasoline or any other
substitutes for cleaning PVC or CPVC surfaces. A chemical
cleaner such as MEK may be used.
CEMENT
The cement should be a bodied cement of approximately
500 to 1600 centipoise viscosity containing 10-20% (by
weight) virgin PVC material solvated with tetrahydrofuran
(THF). Small quantities of dimethyl formamide (DMF)
may be included to act as a retarding agent to extend
curing time. Select the proper cement; Schedule 40
cement should be used for Schedule 40 pipe. Never use
all-purpose cements, commercial glues and adhesives or
ABS cement to join PVC or CPVC pipe and fi ttings.
APPLICATORS
Select a suitable pure bristle type paint brush. Use a proper
width brush or roller to apply the primer and cement (see
chart below). Speedy application of cement is important
due to its fast drying characteristics. IMPORTANT NOTE:
A dauber type applicator should only be used on pipe sizes
2 in. and below. For larger diameter pipe, a brush or roller
must be used.
RECOMMENDED BRUSH* SIZE FOR PRIMER AND
CEMENT APPLICATIONS
Nominal Pipe (IPS) Size Brush Width
2 1.5 in. (3.8cm)
3 1.5”-2.5 in. (3.8cm -
6.4cm)
*USE ONLY NATURAL BRISTLE
3. MAKING THE JOINT.
A. Cutting
Pipe must be squarely cut to allow for the proper
interfacing of the pipe end and the fi tting socket
bottom. This can be accomplished with a miter box
saw or wheel type cutter Wheel type cutters are not
generally recommended for larger diameters since
they tend to fl are the corner of the pipe end. If this
type of cutter is used, the fl are on the end must be
completely removed.
NOTE: Power saws should be specifi cally designed to
cut plastic pipe.
STEP A
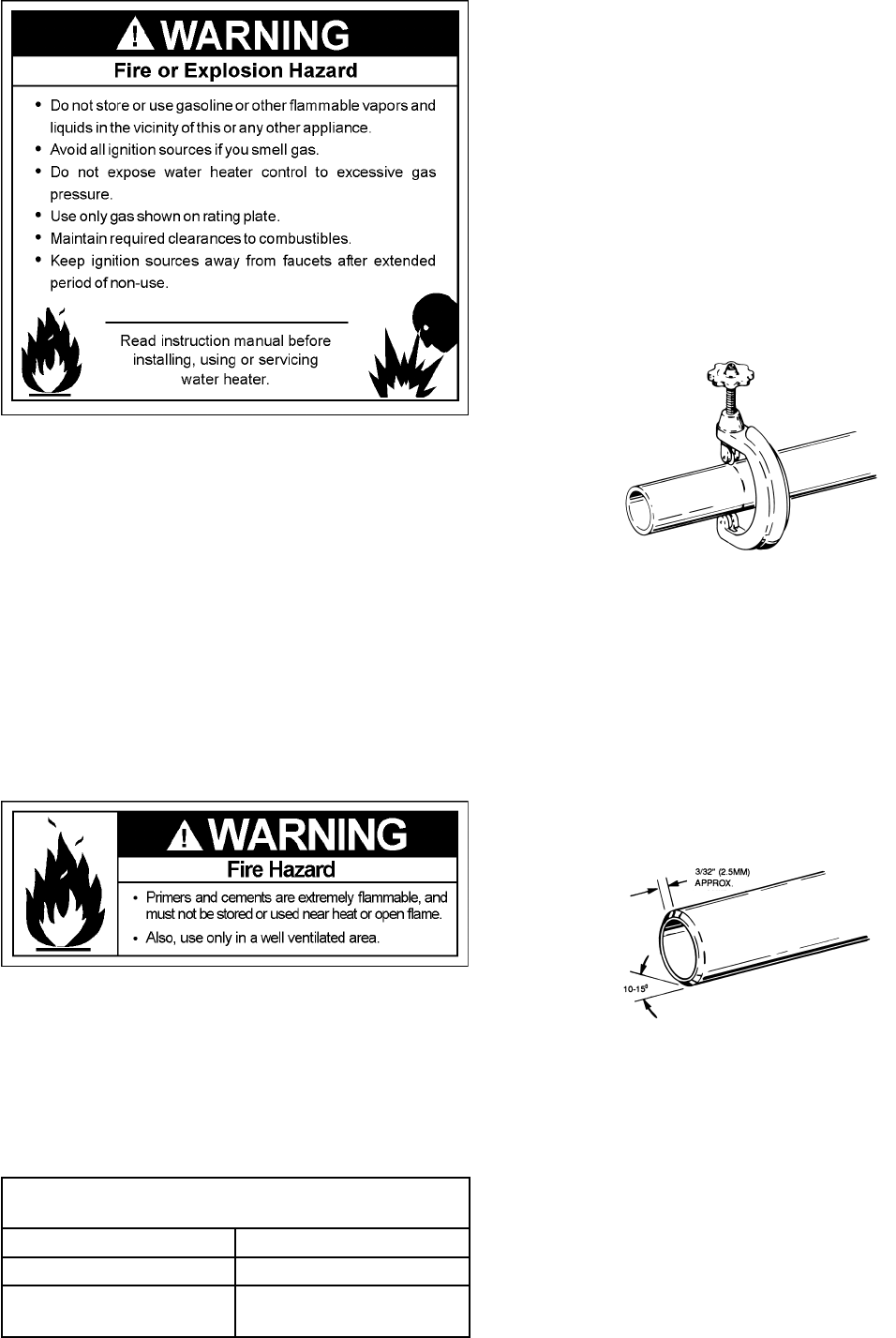
B. Deburring
Use a knife, plastic pipe deburring tool, or fi le to
remove burrs from the end of small diameter pipe.
Be sure to remove all burrs from around the inside
as well as the outside of the pipe. A slight chamfer
(bevel) of about 10°-15° should be added to the end
to permit easier insertion of the pipe into the end of
the fi tting. Failure to chamfer the edge of the pipe
may remove cement from the fi tting socket, causing
the joint to leak.
STEP B
C. Test dry fi t of the joint
Tapered fitting sockets are designed so that
an interfaced fi t should occur when the pipe is
inserted about 1/3 to 2/3 of the way into the socket.
Occasionally, when pipe fi tting dimensions are at
the tolerance extremes, it will be possible to fully
insert dry pipe to the bottom of the fi tting socket.
When this happens, a suffi cient quantity of cement
must be applied to the joint to fi ll the gap between
the pipe and fi tting. The gap must be fi lled to obtain
a strong, leak-free joint.